
Verzinkungsverfahren
VERZINKEN IST NICHT GLEICH VERZINKEN

SPECIAL "VERZINKEN IST NICHT VERZINKEN"
Inhalt:
- Verzinkungsverfahren im Überblick
- Weniger schützt weniger - Legierungsüberzüge halten nicht, was versprochen wird
- Vorsicht Salzsprühnebeltest - Ergebnisse nicht übertragbar auf die Praxis
WEITERE INFOS ZUM THEMA:
Weniger schützt weniger - Legierungsüberzüge halten nicht, was versprochen wird
Vorsicht Salzsprühtest! - Ergebnisse sind nicht übertragbar auf die Praxis
VERZINKEN: DIE VERFAHREN IM ÜBERBLICK und was sie leisten
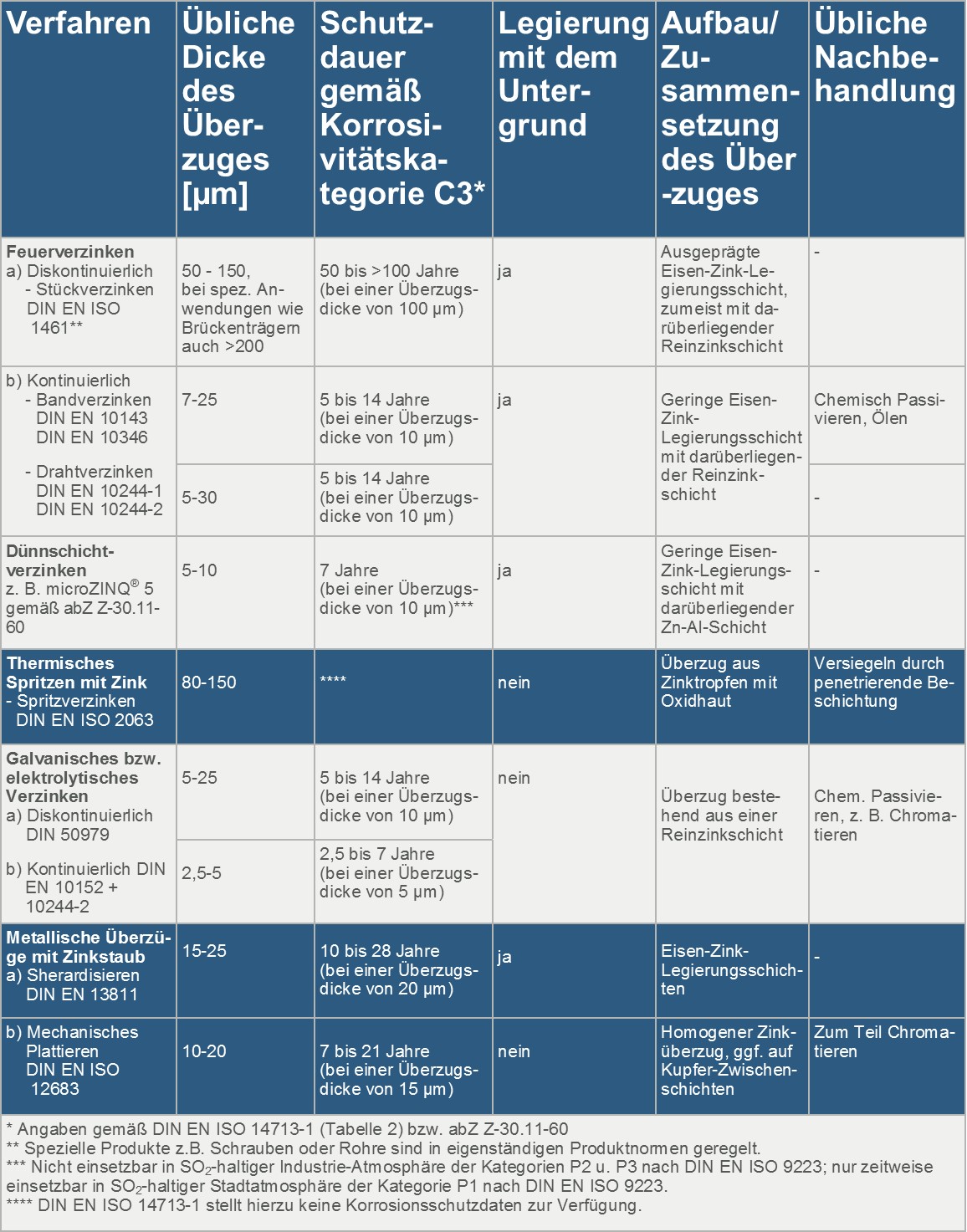
Das Aufbringen eines metallischen Überzuges aus Zink auf Stahl wird üblicherweise als Verzinken bezeichnet. Das Verzinken von Stahl erfolgt durch unterschiedliche Verfahren mit unterschiedlichen Eigenschaften - Verzinken ist nicht gleich Verzinken. Die Verzinkungsverfahren unterscheiden sich jedoch durch die Schichtdicke und Herstellung des Zinküberzuges und den hierdurch bedingten Einfluss auf die Schutzdauer und mechanische Belastbarkeit. Die nebenstehende Tabellen vergleicht die Leistungsparameter der folgenden Verzinkungsverfahren: Diskontinuierliches Feuerverzinken (Stückverzinken), Kontinuierliches Feuerverzinken, galvanisches Verzinken, Thermisches Spritzen mit Zink, Dünnschichtverzinken.
Feuerverzinken
Das Eintauchen von Stahl in eine flüssige Zinkschmelze wird als Feuerverzinken bezeichnet. Unter dem Begriff Feuerverzinken werden das sogenannte Stückverzinken (diskontinuierliches Feuerverzinken) und das sogenannte Bandverzinken verstanden, das auch als kontinuierliches Feuerverzinken oder Sendzimir-Verzinken bekannt ist. Das Bandverzinken ist ein kontinuierliches Verfahren bei dem Stahlband in die Zinkschmelze getaucht und anschließend weiter verarbeitet wird. Bandverzinkter Stahl ist ein Vorprodukt, das nach dem Verzinken durch Umformen, Stanzen und Zuschneiden weiterverarbeitet wird. Hierdurch wird an den Schnitt- und Stanzkanten die schützende Zinkschicht zerstört.
Im Gegensatz dazu werden beim Stückverzinken Bauteile wie zum Beispiel Treppenkonstruktionen zuerst gefertigt und erst danach feuerverzinkt. Nach entsprechender Vorbehandlung werden die gefertigten Bauteile in eine flüssige Zinkschmelze am Stück eingetaucht. Hierdurch sind die Bauteile rundum vor Korrosion geschützt. Auch die Schnittkanten der Bauteile werden verzinkt. Hohlprofile werden durch das Tauchverfahren außen wie innen gleichermaßen geschützt. Stückverzinken und Bandverzinken unterscheiden sich zudem hinsichtlich der Zinkschichtdicke. Während die Zinkschichtdicke von bandverzinkten Blechen zumeist zwischen 7 und 25 Mikrometer liegt, erreichen stückverzinkte Stahlteile deutlich höhere Schichtdicken, die üblicherweise zwischen 50 und 150 Mikrometern liegen. Aufgrund des unterschiedlichen Korrosionsschutzes an Schnittkanten und der unterschiedlichen Schichtdicken kommt stückverzinkter Stahl und bandverzinkter Stahl in unterschiedlichen Anwendungsbereichen zum Einsatz. Bandverzinkte Stähle werden zumeist in schwach korrosionsbelasteten Innenbereichen eingesetzt. Kabelkanäle oder Klimatechnik-Elemente sind typische Beispiele hierfür. Das Haupteinsatzgebiet von stückverzinktem Stahl sind Anwendungen im Außenbereich, da hier in der Regel Schutzzeiträume von mehreren Jahrzehnten erreicht werden müssen. Das Stückverzinken hat sich hier als extrem langlebiger, robuster und wartungsfreier Korrosionsschutz bewährt.
Bandverzinken (reine Zinküberzüge)
Das Bandverzinken ist ein kontinuierliches Feuerverzinkungsverfahren bei dem Stahlband im Durchlaufverfahren in eine Zinkschmelze getaucht und anschließend weiterverarbeitet wird. Als alternative Bezeichnungen zur Bandverzinkung findet man die Begriffe Sendzimirverzinken und kontinuierliches Schmelztauchveredeln mit Zink bzw. Zinklegierungen. Nachfolgend ist das Bandverzinken mit Zink beschrieben.
Der Verfahrensablauf
Ausgangsmaterial ist in der Regel ungeglühtes, kaltgewalztes Stahlband in Dicken von 0,4 bis 3mm und Breiten von 600 bis zu 2000 mm oder Spaltband in verschiedenen Breiten von 20 mm bis unter 600 mm, das zu einem Coil (Bund) aufgewickelt ist. Vor dem Verzinkungsprozess wird das Stahlband vom Coil abgewickelt und nacheinander zu einem endlosen Band zusammengeschweißt, so dass die Anlage kontinuierlich gefahren werden kann. Der eigentliche Behandlungsteil besteht aus dem Durchlaufofen, dem Schmelzbad, einer Vorrichtung zur Einstellung der Zinkauflage und der Kühlung. Das Band wird einer thermischen Vorbehandlung unterzogen und kontinuierlich geglüht. In der Kühlzone wird das Band unter Schutzgas auf eine Temperatur nahe der Schmelzbadtemperatur abgekühlt, so dass es in das Zink-Schmelzbad mit einer Badtemperatur von etwa 450-460° C eintaucht. Durch eine Rolle im Bad wird das Band nach oben umgelenkt und verlässt das Schmelzbad wieder. Das schmelztauchveredelte Stahlband wird danach zumeist verschiedenartig chemisch nachbehandelt, beispielsweise geölt, phosphatiert oder passiviert im Anschluss wieder zu einem Coil aufgewickelt.
Wirkungsweise/Korrosionsverhalten
Beim kontinuierlichen Feuerverzinken von Feinblechen wird ein Schmelztauchüberzug erzeugt, der in erster Linie zu den passiven Korrosionsschutzverfahren mit Barrierewirkung zählt. Es bildet sich durch Diffusion eine sehr dünne Eisen-Zink-Legierungsschicht aus, auf der eine reine Metallschicht liegt, die sich beim Herausziehen des Bandes aus dem Schmelzbad bildet.
Die übliche Zinkschichtdicke bandverzinkter Überzüge beträgt 5 bis 25 Mikrometer. Der metallische Überzug einer Bandverzinkung wirkt wie bei einer Stückverzinkung auch aktiv als Opferanode bei Verletzungen des Überzuges. Bei kontinuierlich verzinktem Stahlblech mit reinen Zinküberzügen kann man von vergleichbaren Korrosionsraten wie bei stückverzinkten Überzügen ausgehen. Durch die deutlich geringeren Zinkschichtdicken dieser Überzüge ergibt sich bei gleicher Korrosionsrate jedoch eine deutlich kürzere Schutzdauer von bandverzinkten Überzügen.
Normung und Einsatzbereiche
Das Bandverzinken ist in DIN EN 10143 und in DIN EN 10346 geregelt. Bandverzinkter Stahl ist ein sogenanntes Halbzeug, das heißt ein Vorprodukt, das nach dem Verzinken durch Umformen, Stanzen und Zuschneiden weiterverarbeitet wird. Hierdurch wird an den Schnitt- und Stanzkanten die schützende Zinkschicht zerstört. Bandverzinkte Stähle werden zumeist in schwach korrosionsbelasteten Innenbereichen eingesetzt. Kabelkanäle oder Klimatechnik-Elemente sind typische Beispiele hierfür. Bandverzinkte Stähle kommen zumeist für den Einsatz im Außenbereich nicht in Frage, da sie aufgrund ihrer geringen Schichtdicken nicht die zumeist geforderten Schutzzeiträume von mehreren Jahrzehnten erreichen.
Bandverzinken (Legierungsüberzüge)
Eine Variante des Bandverzinkens ist das sogenannte Schmelztauchveredeln mit Zinklegierungen, bei dem Zinklegierungsüberzüge auf Stahlband aufgebracht werden. Diese bestehen aus Zink-Aluminium (ZA), Zink-Magnesium (ZM) oder Zink-Aluminium-Magnesium (ZAM). Die übliche Schichtdicke dieser Überzüge beträgt bis zu 25 Mikrometer. Der Verfahrensablauf beim Schmelztauchveredeln mit Zinklegierungen entspricht weitestgehend dem Schmelztauchveredeln mit Zink. Auch mit Zinklegierungen schmelztauchveredeltes Stahlband ist ein sogenanntes Halbzeug, das heißt ein Vorprodukt, das nach dem Verzinken durch Umformen, Stanzen und Zuschneiden weiterverarbeitet wird. Hierdurch wird an den Schnitt- und Stanzkanten die schützende Zinkschicht zerstört.
Korrosionsverhalten
Bandverzinkte Überzüge aus Zink-Aluminium-, Zink-Magnesium und Zink-Aluminum-Magnesium-Legierungen zeigen in Kurzzeittests wie z. B. im Salzsprühnebeltest eine bessere Korrosionsbeständigkeit im Vergleich zu bandverzinkten Überzügen aus Zink oder stückverzinkten Überzügen. Diese erhöhte Korrosionsbeständigkeit konnte bislang unter üblichen natürlichen Freibewitterungsbedingungen nicht belegt werden. So zeigten von der Bundesanstalt für Straßenwesen (BASt) durchgeführte Freibewitterungstests mit einer Dauer von 10 Jahren keine unterschiedlichen Korrosionsraten zwischen Schutzplanken mit reinen Zinküberzügen und solchen mit Zink-Aluminium-Überzügen. Ein Auslagerungstest in schwedischen Tunnels zeigte laut dem Forschungsinstitut Swerea KIMAP ebenfalls keine unterschiedlichen Korrosionsraten zwischen reinen Zinküberzügen und Zink-Aluminium-Magnesium-Überzügen.
Unter stark erhöhten Korrosionsbelastungen, wie beispielsweise in Offshore-Anwendungen lässt sich ein leichter Vorteil Zink-Aluminum-Magnesium-legierter Überzüge erkennen, der jedoch deutlich kleiner ausfällt als in Werbebroschüren einiger Hersteller dargestellt. Dort ist von "bis zu 10 Mal besser" die Rede. Bei klassischen Bauanwendungen in ländlichen oder städtischen Klimaten (Korrosivitätskategorien C2, C3, C4) konnten die Ergebnisse aus Kurzzeitlabortests wie dem Salzsprühnebeltest nicht bestätigt werden. Hier weisen durch Bandverzinken hergestellte Legierungsüberzüge vergleichbare Korrosionsraten wie durch Bandverzinken oder Stückverzinken hergestellte Reinzinküberzüge auf. Die Schutzdauer wird somit nicht durch die Art des Zinküberzuges bestimmt, sondern durch die Dicke des Zinküberzuges.
Normung
Legierungsüberzüge aus Zink und Aluminum sind wie reine Zinküberzüge aus kontinuierlich schmelztauchverzinktem Stahl in DIN EN 10346 dargestellt. Zink-Aluminium-Magnesium-Überzüge sind bisher nicht normativ geregelt.
Einsatzgebiete
Während Zink-Aluminium überzogenes Stahlband im Baubereich zum Beispiel als dünnwandige Fassaden- und Wandelemente mit zuätzlicher Beschichtung eingesetzt wird, kann derzeit keine typische Verwendung für Zink-Aluminium-Magnesium-Überzüge definiert werden. Zink-Aluminium-Magnesium-Überzüge stehen grundsätzlich im Wettbewerb mit bandverzinkten Zink- bzw. Zink-Aluminium-Überzügen und könnten diese eventuell in einigen Bereichen verdrängen. Sie sind keine ernsthafte Konkurrenz zu stückverzinkten Überzügen, die aufgrund ihrer deutlich höheren Schichtdicken erheblich längere Schutzzeiträume abdecken.
Produkte und Hersteller
Zink-Aluminium-Magnesium bzw. Zink-Magnesium überzogenes Stahlband:
- Magnelis - Hersteller: Arcelor Mittal
- ZMg EcoProtect - Hersteller: ThyssenKrupp
- Stroncoat - Hersteller: Salzgitter
Galvanisches Verzinken und Spritzverzinken
Weitere Verzinkungsverfahren sind das galvanische Verzinken und das Thermische Spritzen mit Zink. Beim galvanischen Verzinken wird mit Hilfe von elektrischem Strom Zink auf Stahlteile abgeschieden. Die entstehenden Zinküberzüge sind erheblich dünner als beim Feuerverzinken und liegen zumeist bei 5 Mikrometer. Das galvanische Verzinken kommt deshalb schwerpunktmäßig bei temporären Korrosionsschutzaufgaben in schwach korrosiven Umgebungen zur Anwendung. Beim Thermischen Spritzen mit Zink, auch Spritzverzinken genannt, wird Zink in einer Spritzpistole aufgeschmolzen und auf die Oberfläche des Stahlteils aufgespritzt. Das Spritzverzinken kommt nicht selten als Korrosionsschutz für Stahlteile zum Einsatz, die bauartbedingt nicht stückverzinkt werden können. Im Gegensatz zum Feuerverzinken kommt es beim galvanischen Verzinken als auch beim Spritzverzinken nicht zu einer Legierungsbildung zwischen dem Zinküberzug und dem Stahl.
Keine Verzinkungsverfahren
Nicht zu den Verzinkungsverfahren zählen zinkhaltige Beschichtungssysteme wie Zinkstaub- und Zinklamellenbeschichtungen, auch wenn sie umgangssprachlich oft fälschlicherweise mit dem Begriffen „Verzinken“ in Verbindung gebracht werden. Das gemeinsame Element aller Verzinkungsverfahren ist das Aufbringen eines im Wesentlichen aus Zink bestehenden metallischen Überzuges. Zinkhaltige Beschichtungssysteme erfüllen dieses Kriterium nicht.
Fazit
Verzinken ist nicht verzinken. Die Verzinkungsverfahren unterscheiden sich durch unterschiedliche Schichtdicken und weitere Korrosionsschutzeigenschaften. Nicht jedes Verzinkungsverfahren ist so langlebig und robust wie eine Stückverzinkung.
