C. Konstruktionsanforderungen
C.2 OFFENE PROFILE
Zusammenfassung:
- Grundsätzlich gilt: Werkstoffauswahl nach Kapitel B der Arbeitsblätter Feuerverzinken, Allgemeine Konstruktionsanforderungen nach Arbeitsblatt C.1, Allgemeine Fertigungsanforderungen nach Arbeitsblatt D.1
- Spalte und Überlappungsflächen vermeiden bzw. Maßnahmen in Abhängigkeit der Überlappungsgröße berücksichtigen
- Freischnitte und Durchflussöffnungen fachgerecht ausbilden
1. Allgemeines
Im Stahl- und Metallbau werden in einem hohen Maße Flach- und Langerzeugnisse verwendet. Offene Profile können aus Flacherzeugnissen (Blechen) hergestellt oder direkt als gewalztes Profil zur Konstruktion weiterverarbeitet werden. Die Erzeugnisnormen „DIN EN 10025, Teil 1-6 Warmgewalzte Erzeugnisse aus Baustählen“ und die „DIN EN 10149 „Warmgewalzte Flacherzeugnisse aus Stählen mit hoher Streckgrenze zum Kaltumformen, Teil 1-3“ beschreiben die jeweiligen technischen Lieferbedingungen.
Grundsätzlich sind die Werkstoffauswahl nach Kapitel B, die allgemeinen Konstruktionsanforderungen nach Arbeitsblatt C.1 und die allgemeinen Fertigungsanforderungen nach Arbeitsblatt D.1 zu berücksichtigen. Offene Profile haben einige zusätzliche Besonderheiten, die es beim feuerverzinkungsgerechten Konstruieren zu berücksichtigen gilt. Diese sind Nachfolgend beschrieben.
2. Spalte und Überlappungsflächen
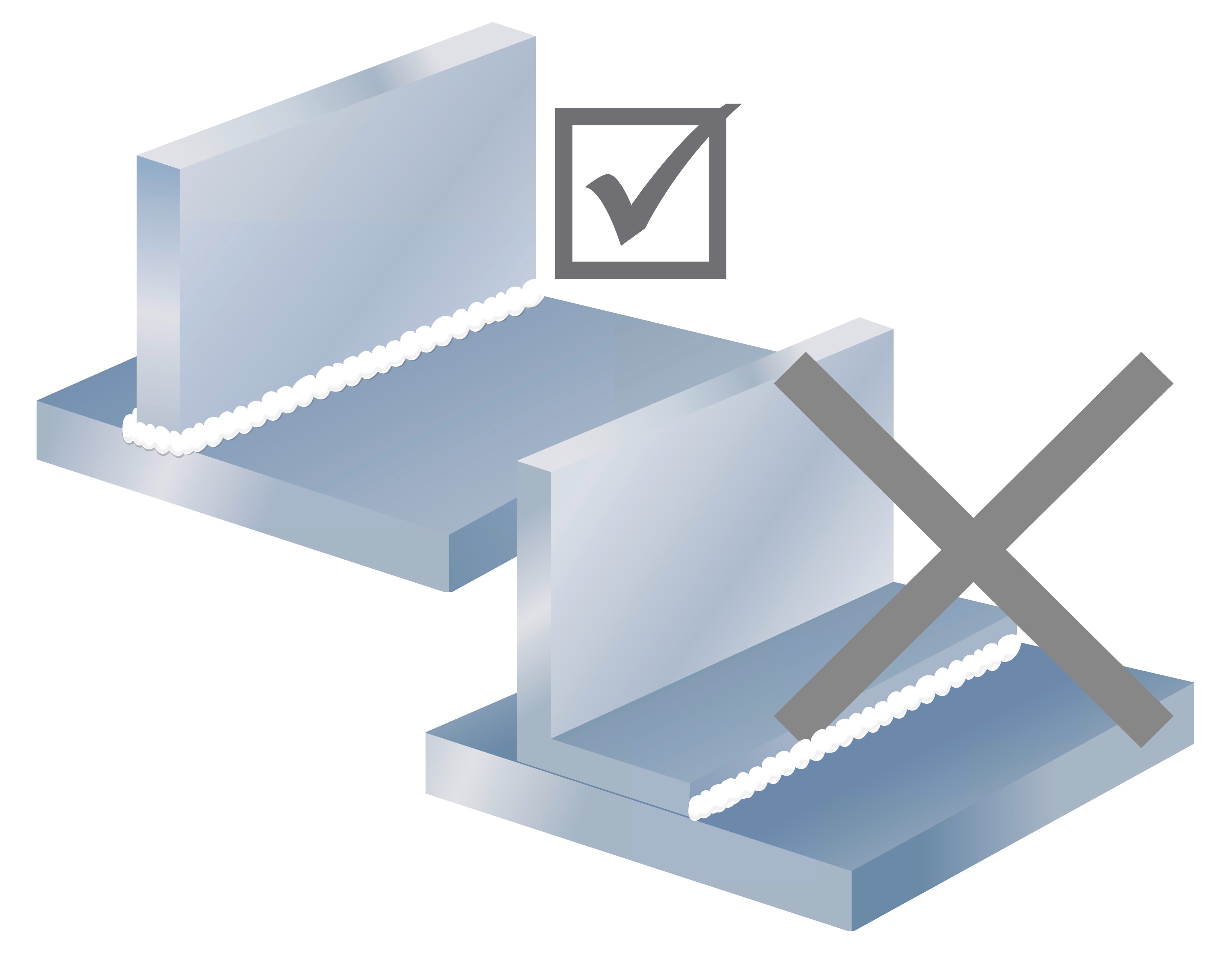
Spalte und Überlappungsflächen sind nach Möglichkeit zu vermeiden, da sich Zwischenräume (Spalte) ergeben, in die das Zink unter Umständen nicht eindringen kann (Abb.1). Zwar „verlötet“ in den meisten Fällen das schmelzflüssige Zink den Überlappungsbereich, trotzdem kann man nicht ausschließen, dass kleine Spalte und Poren zum Teil unverschlossen bleiben.
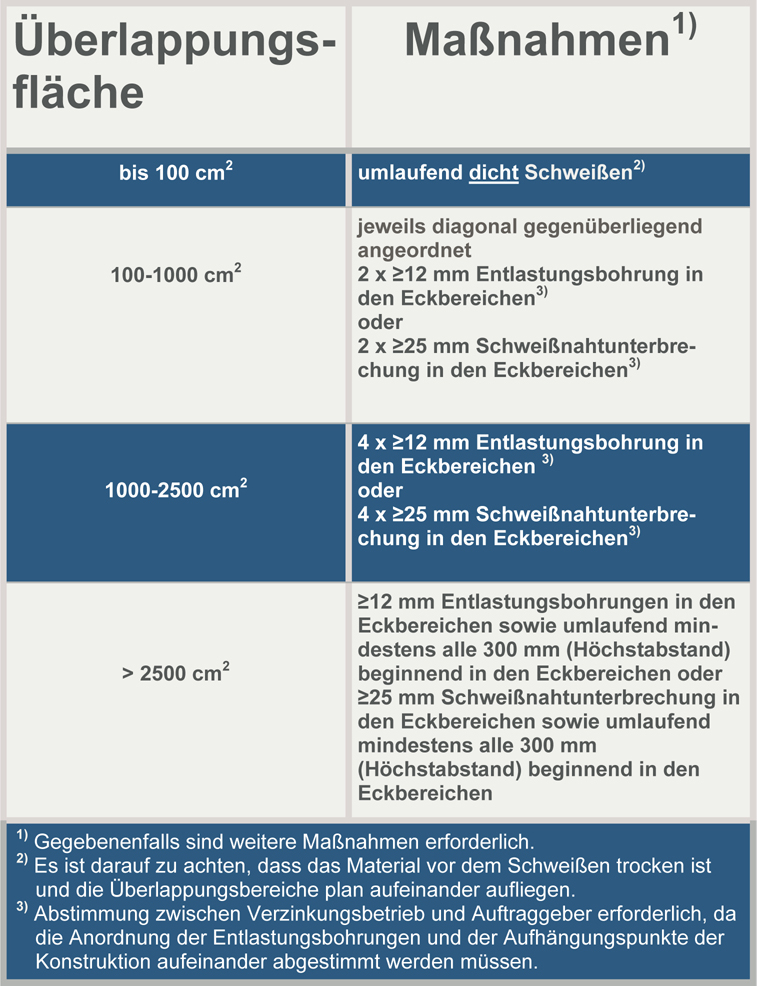
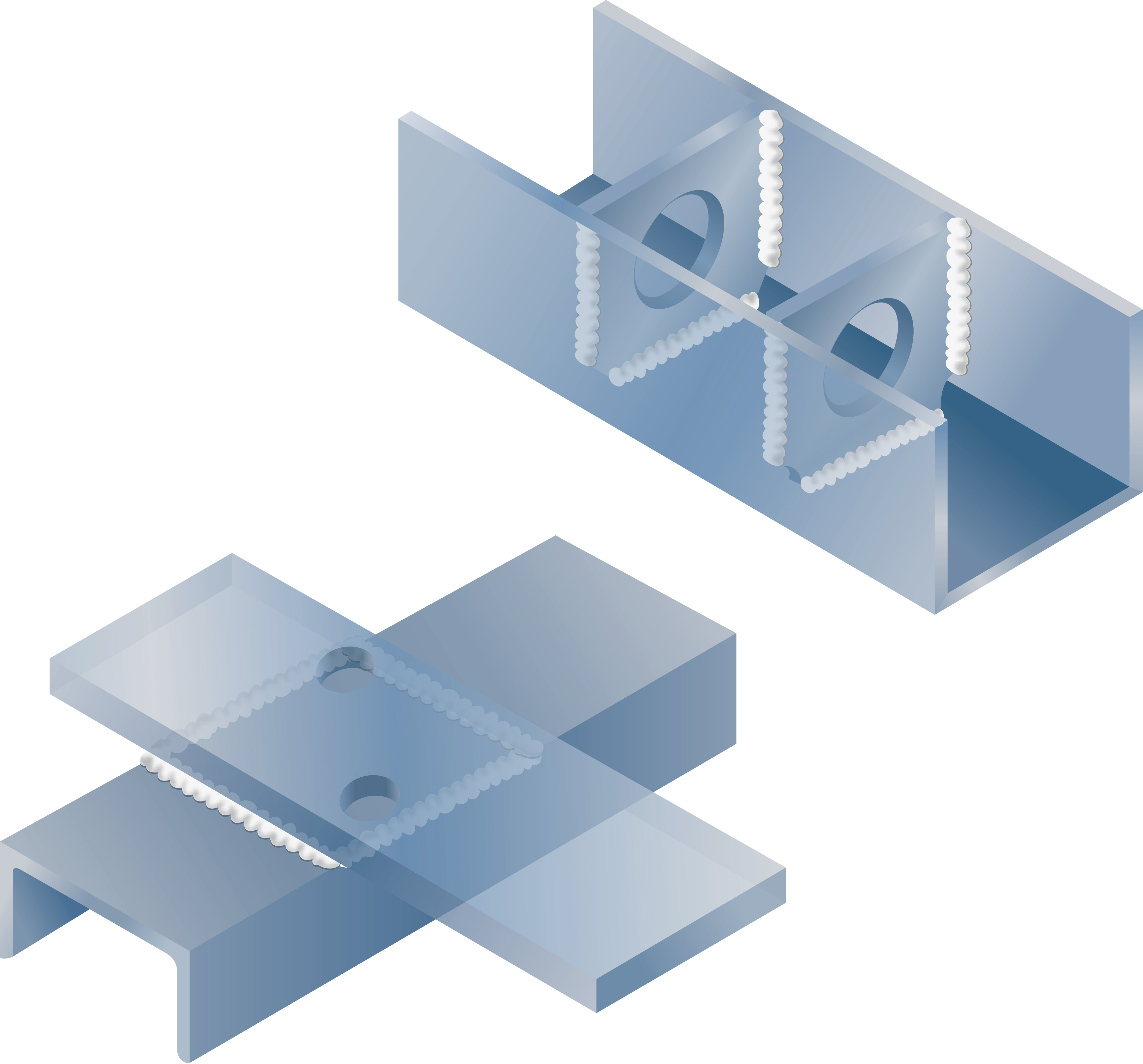
In Spalten kann Flüssigkeit aus den Vorbehandlungsbädern eindringen, die beim Tauchen in die Zinkschmelze explosionsartig verdampft. Kleinflächige Überlappungen bis ca. 100 cm² sind ringsum dicht zu verschweißen. Werden großflächige Überlappungen erforderlich (z. B. bei zusätzlichen Gurtlamellen) müssen mindestens zwei Entlastungsbohrungen (Abb. 2 & Abb. 3) oder Schweißnahtunterbrechungen diagonal gegenüber an den Seiten des überlappenden Bleches angeordnet werden, um zu verhindern, dass durch Erwärmung der Luft im Spalt zwischen den Lamellen Überdruck entsteht, der zur Explosion des Bauteils im Verzinkungskessel führen kann.
Bei der Fertigung ist darauf zu achten, dass das Material trocken ist und die Überlappungsbereiche plan übereinander liegen. In Abbildung 3 sind die Maßnahmen in Abhängigkeit der Überlappungsfläche beschrieben. Entlastungsbohrungen oder Schweißnahtunterbrechungen sollten nach dem Feuerverzinken vom Kunden nachgearbeitet werden, um einen langfristigen Korrosionsschutz zu gewährleisten.
3. Freischnitte und Durchflussöffnungen
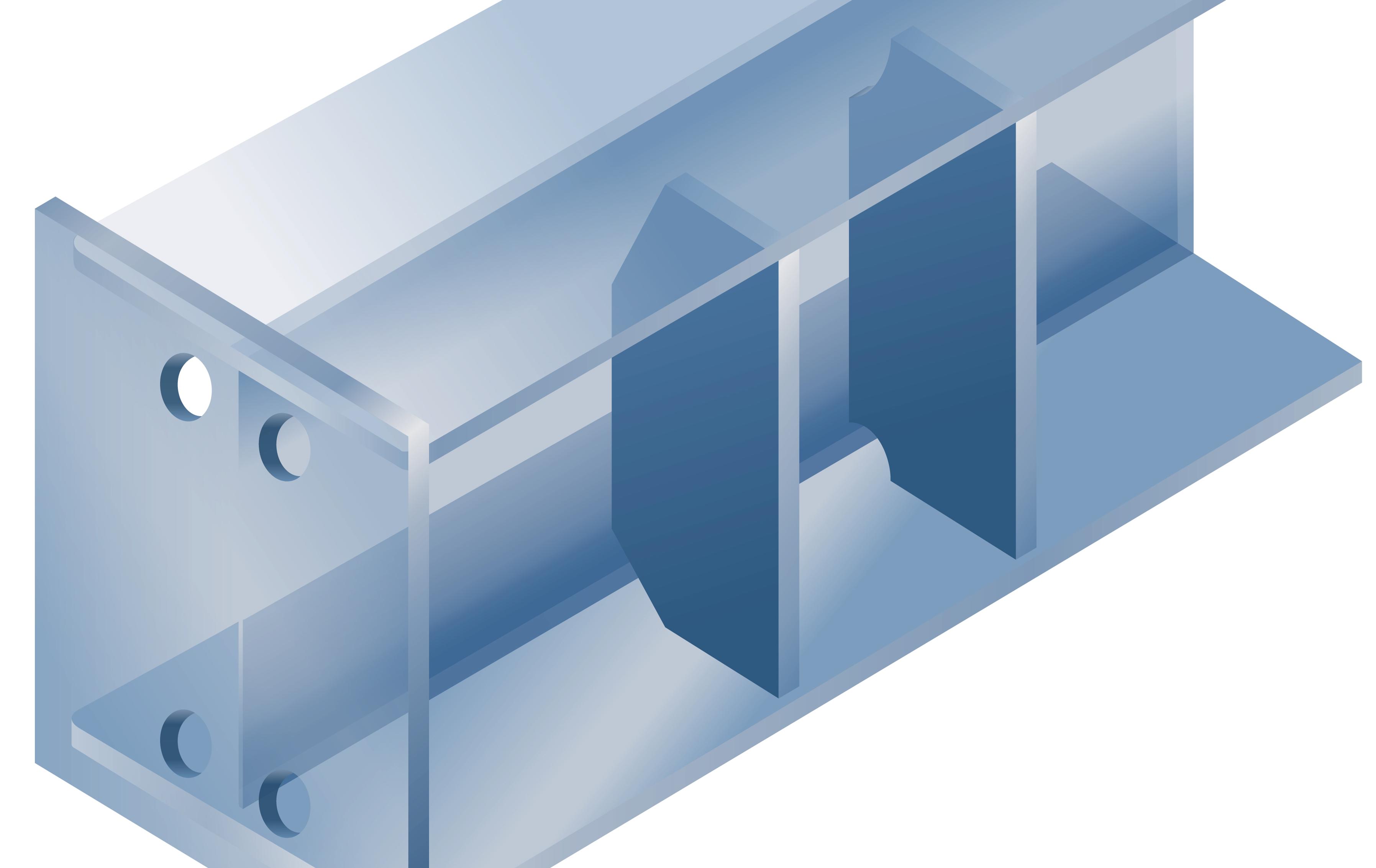
Freischnitte und Durchflussöffnungen an Steifen, Trägerlaschen, Schottblechen etc. sind für den Feuerverzinkungsprozess notwendig, um Konstruktionen in guter Qualität feuerverzinken zu können. Da die Stahlteile in das Zinkbad und die Vorbehandlungbäder schräg getaucht werden, muss die Anordnung der Öffnungen so erfolgen, dass das Zink und Vorbehandlungsmedien ohne Behinderung an den Ecken und Winkeln einer Konstruktion ein- und auslaufen können. Ausgeschlepptes Zink oder Lufteinschlüsse führen zu Verzinkungsfehlern. Freischnitte sollten in der Anordnung die Aufhängungspunkte der Konstruktion berücksichtigen, eine vorherige Abstimmung mit der Verzinkerei ist hier erforderlich.
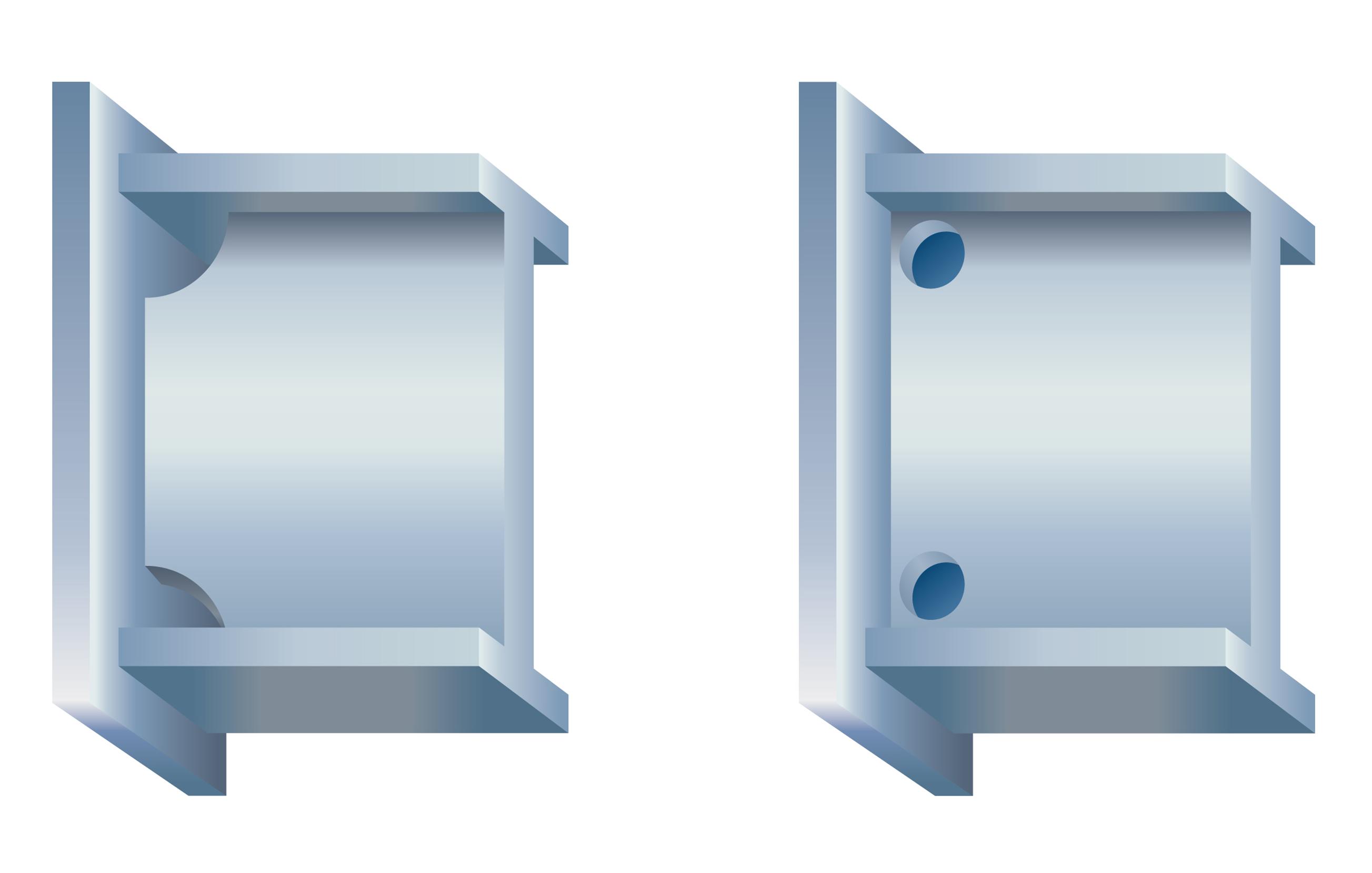
Bohrungen als Durchflussöffnungen sind abhängig von der Bauteilhöhe und der Materialdicke auszuführen. Für den Stahlbau wird empfohlen, die Durchflussöffnungen bei offenen Profilen mit einem Durchmesser von d ≥ 1,5 x Blechdicke auszuführen. Die Bohrung sollte allerdings nicht kleiner als 15 mm im Durchmesser betragen. Je größer die Bauteilhöhe und je dicker das Blech, desto größer sollte die Öffnung sein.
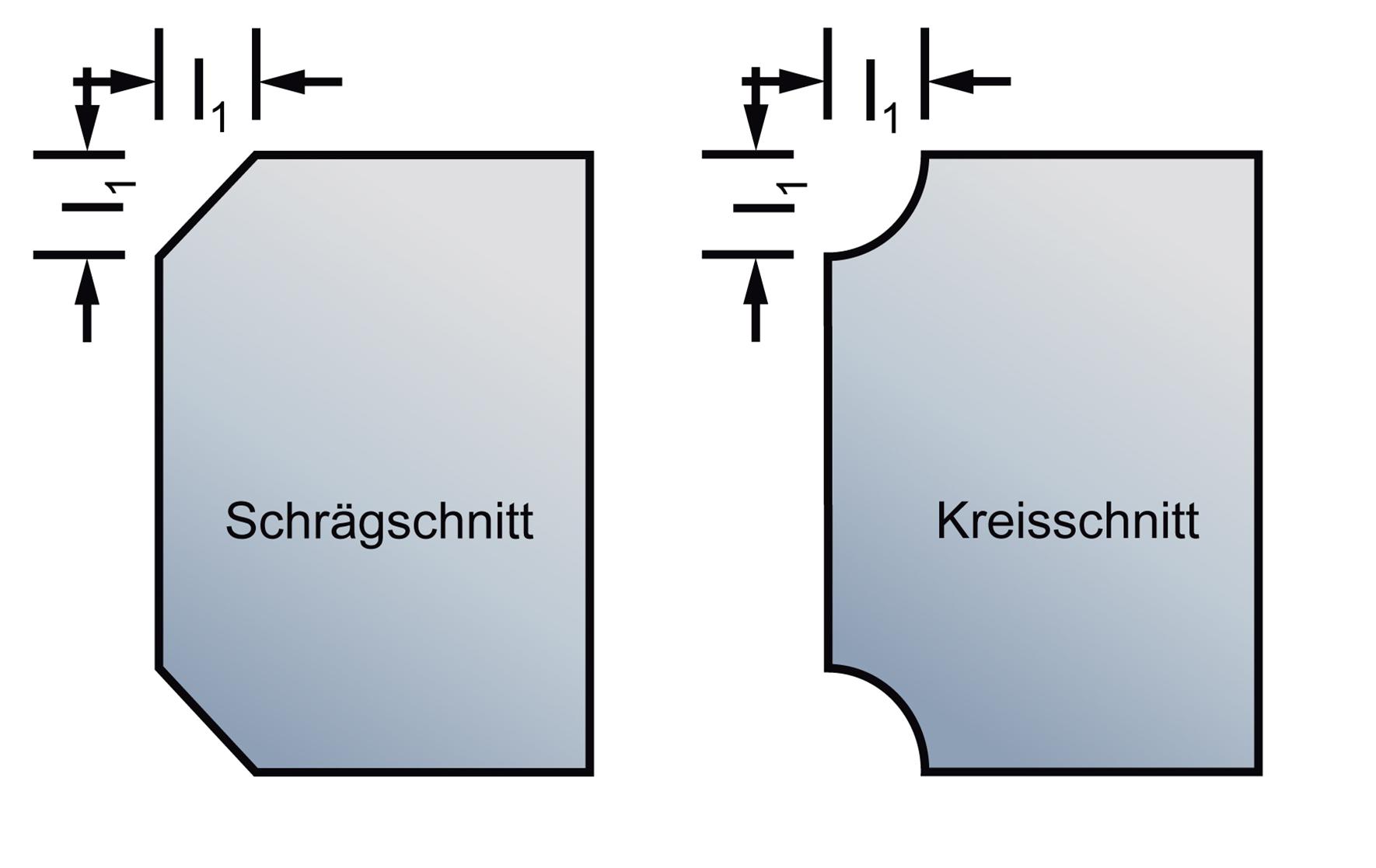
Schräg- und Kreisschnitte als Durchflussöffnungen an Steifen oder im Steg eines Trägers ergeben sich ebenfalls aus der Bauteilhöhe. Ein typischer Mindestwert für einen Freischnitt (Abb. 4) beträgt für l1 ≥ 20 mm. Für Profilhöhen > 300 mm sollte der Wert für l1 ≥ 30 mm betragen. Je größer ein Träger, desto größer sollte diese Durchflussöffnung sein. Kreisabschnitte sind vorteilhaft, denn bei gleichem Wert von l1 bieten diese eine größere freie Durchflussfläche als Schrägschnitte. Abbildungen 5 und 6 zeigen weitere Beispiele für Durchflussöffnungen. Für tragende Hohlbauteile im Bauwesen definiert die DASt–Richtlinie 022 in der Tabelle 7 konkrete Anforderungen an die Größen der Freischnitte und Bohrungen (siehe Arbeitsblatt C.3).