C. Konstruktionsanforderungen
C.3 HOHLPROFILE UND HOHLBAUTEILE
Zusammenfassung:
- Grundsätzlich gilt zu berücksichtigen: Werkstoffauswahl nach Kapitel B, Allgemeine Konstruktionsanforderungen nach Arbeitsblatt C.1 und Allgemeine Fertigungsanforderungen nach Arbeitsblatt D.1
- Hinreichend große Zulauf- und Entlüftungsöffnungen gemäß Arbeitsblatt C.6 vorsehen.
- Öffnungen sind sichtbar von außen auszubilden
- Bei komplexen zusammengesetzten Rohrkonstruktionen ist eine Abstimmung mit der Feuerverzinkerei empfehlenswert.
1. Allgemeines und Sicherheitsanforderungen
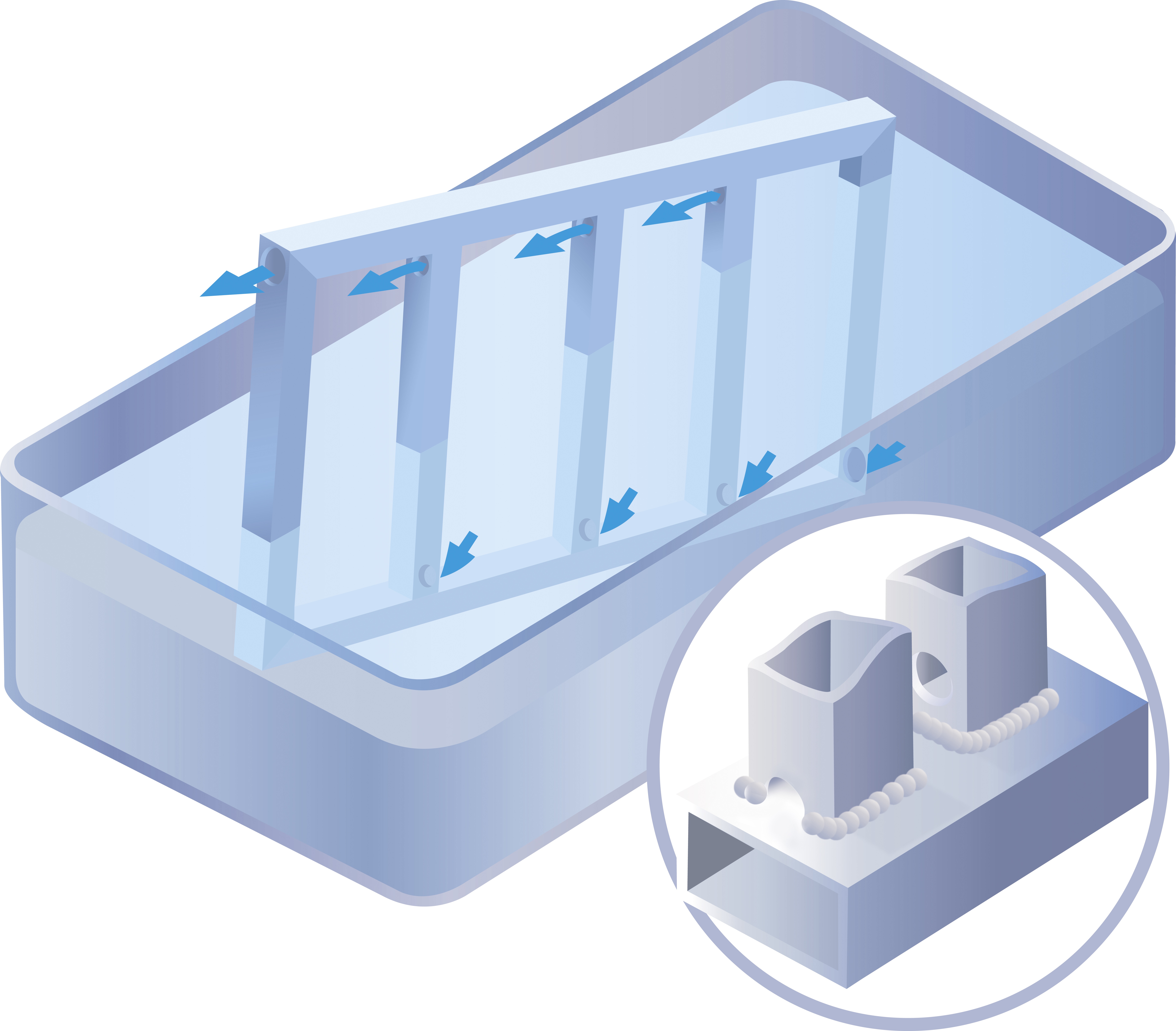
Hohlprofile sind warmgefertigt als auch kaltgefertigt verfügbar. Die Erzeugnisnormen DIN EN 10210, Teil 1-2 für warmgefertigte Hohlprofile und DIN EN 10219 Teil 1-2 für kaltgefertigte geschweißte Hohlprofile beschreiben die technischen Lieferbedingungen. Geschweißte Hohlbauteile können zudem auch aus Flach- und Langerzeugnissen gemäß DIN EN 10025 und DIN EN 10149 (siehe Arbeitsblatt C.2) individuell zusammengesetzt sein. Beim Feuerverzinken werden im Gegensatz zu anderen Verfahren Hohlprofile, Behälter und Rohrkonstruktionen außen und innen vor Korrosion geschützt. Für den Tauchprozess während der Vorbehandlung und der Verzinkung müssen Bauteile mit hinreichend groß dimensionierten Zu-, Ablauf- und Entlüftungsöffnungen versehen werden. Bei allseitig geschlossenen Hohlbauteilen und räumlichen Konstruktionen muss die gesamte Luft der Hohlkonstruktion beim Verzinkungsvorgang entweichen können, damit das Bauteil in die Zinkschmelze vollständig eingetaucht werden kann. Zink muss an jede Stelle der Konstruktion gelangen und in Hohlräume vollständig hinein- und herauslaufen können. Geschlossene Hohlkästen, Hohlbauteile und große Überlappungsflächen müssen vermieden oder mit Entlüftungsöffnungen versehen werden, anderenfalls können gefährliche Explosionen beim Verzinken entstehen (Abb.1).

2. Konstruktionen aus Hohlprofilen
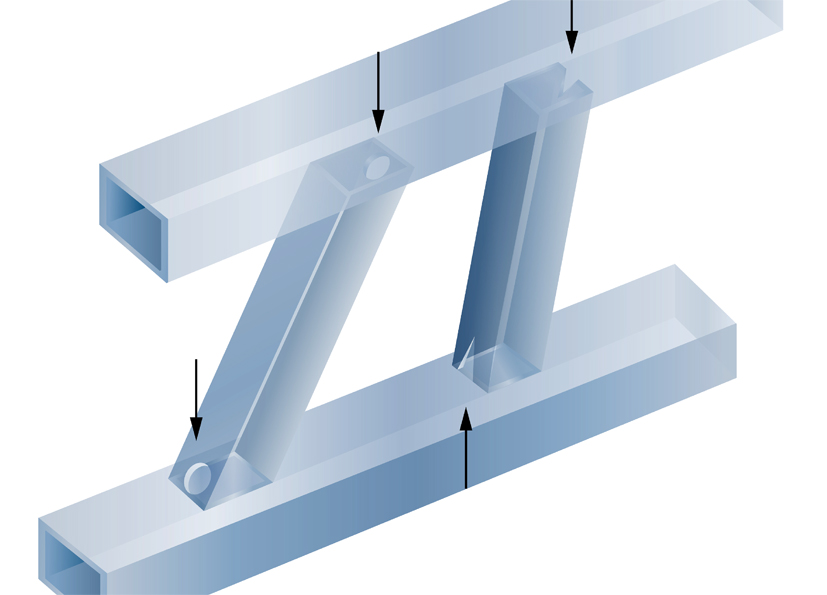
Richtig angeordnete und ausreichend große Zu- und Ablauföffnungen tragen zu einer guten Verzinkungsqualität bei. Öffnungen sind stets so anzubringen, dass sie der Art der Aufhängung der Teile in der Verzinkerei Rechnung tragen (Abb. 2), die zumeist schräg erfolgt. Öffnungen müssen so weit wie möglich in den Ecken eines Bauteils und diagonal gegenüberliegend angebracht werden. Andernfalls wird Zink mit ausgeschleppt oder es kommt zu Verzinkungsfehlern durch Lufteinschlüsse. Zulauf- und Entlüftungsöffnungen sind sichtbar von Außen anzubringen, da diese nur so von der Feuerverzinkerei überprüft werden können.Sofern es in Ausnahmefällen unvermeidbar ist, Öffnungen so anzubringen, dass sie verdeckt und von Außen nicht mehr sichtbar sind, muss der Fertigungsbetrieb das Vorhandensein ausreichend groß dimensionierter Öffnungen vor dem Zusammenschweißen sorgfältig prüfen und dokumentieren (auch fotografisch). Die Feuerverzinkerei muss über den Umstand vorhandener verdeckter Öffnungen vorab schriftlich informiert werden, dabei ist die Dokumentation (einschließlich Bildmaterial) vorzulegen. Die alleinige Verantwortung für die fachgerechte Ausführung der Öffnungen liegt beim Fertigungsbetrieb, da eine vollständige Prüfung durch die Verzinkerei nicht mehr möglich ist. Innenliegende, verdeckte Öffnungen stellen einen Sonderfall dar und bedürfen einer besonderen Sorgfalt.
Die Größe der Öffnungen ist abhängig vom Volumen, das durch die Öffnungen passieren muss, das heißt vom Querschnitt und der Länge des Stahlprofils. Die Vorgaben für Entlüftungsöffnungen gemäß Arbeitsblatt Feuerverzinken C.6 sind zu berücksichtigen. Grundsätzlich sollten die Öffnungen so groß wie möglich ausgebildet werden, denn die kleinste Öffnung bestimmt die Eintauchgeschwindigkeit des gesamten Bauteils. Große Öffnungen minimieren zudem Verzugsgefahr.
Gemäß DASt-Richtlinie 022 “Feuerverzinken von tragenden Stahlbauteilen“ sind freie Öffnungsquerschnitte in Hohlprofilen und geschweißten Hohlbauteilen so groß wie möglich auszuführen. Zudem wird auf die Mindestanforderungen nach DIN EN ISO 14713-2 verwiesen, die im Anhang A Gestaltungshinweise und Konstruktionsempfehlungen zum Feuerverzinken (z. B. Abb. 4 und 5) gibt. Für größere Bauteile werden in DIN EN ISO 14713-2 Ein- und Austrittsöffnungen mit 25 % des Hohlprofil-Durchmessers empfohlen.
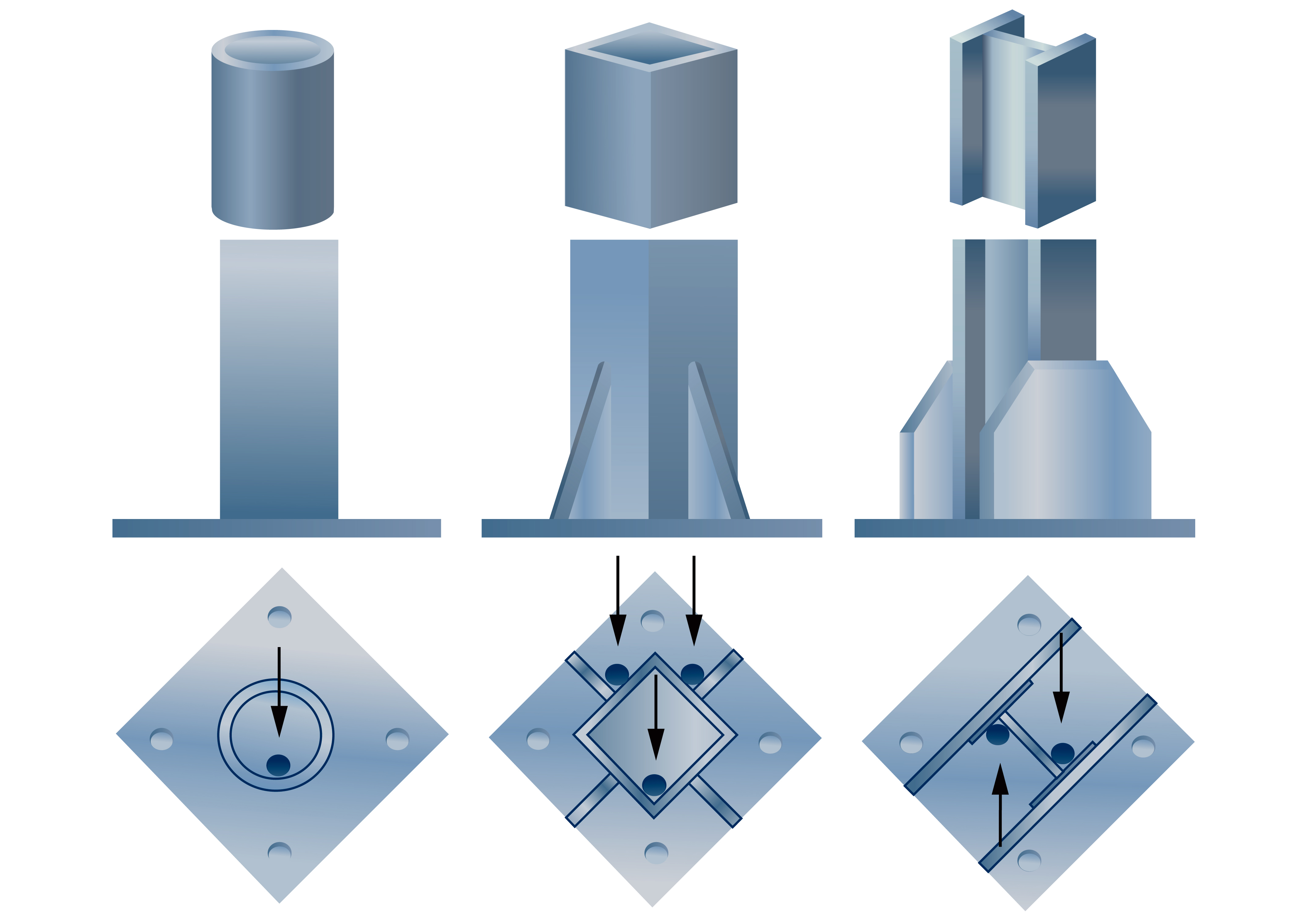
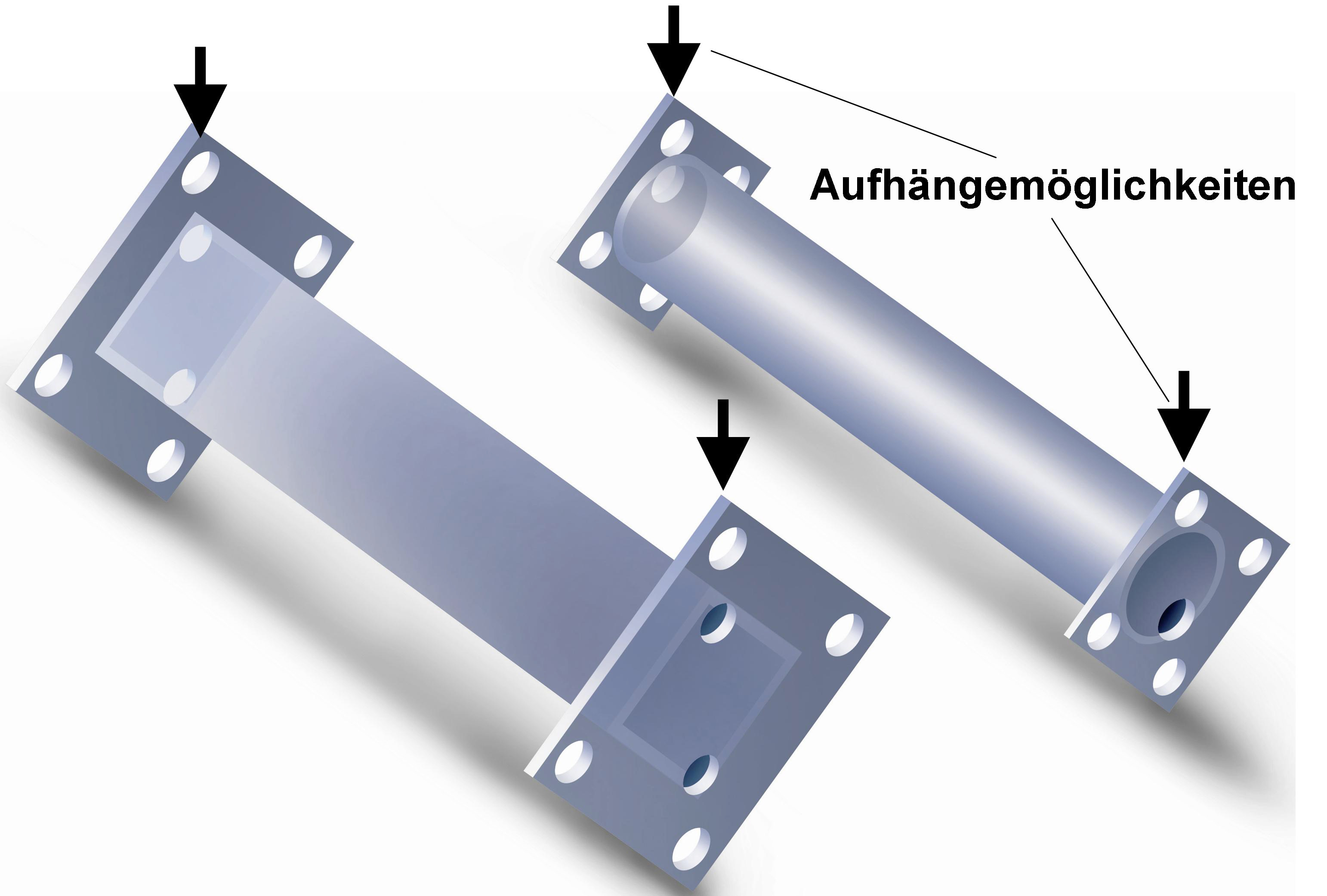
Zulauf- und Entlüftungsöffnungen in Fußplatten sollten am Ende eines Bauteils diagonal gegenüberliegen. Die Aufhängung von Stahlteilen sollte so möglich sein, dass das flüssige Zink beim Herausziehen der Stahlteile aus dem Zinkbad zwangsfrei ablaufen kann. Deshalb sollten Aufhängepunkte gegebenenfalls die Anordnung der Zulauf- und Entlüftungsöffnungen berücksichtigen (Abb. 6).
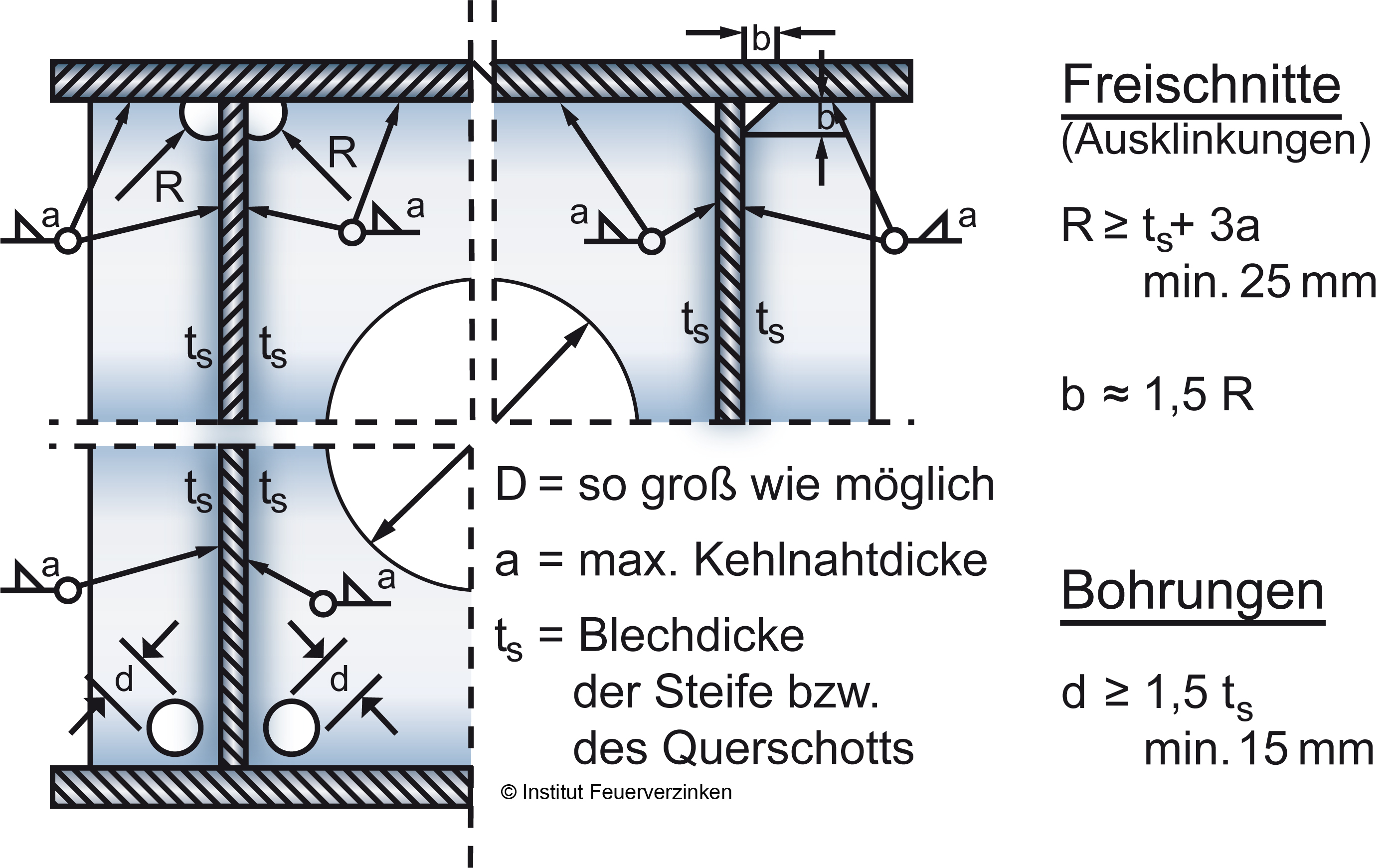
3. Geschweißte Hohlbauteile
Für aus Blechen geschweißte Hohlbauteile gelten die gleichen Anforderungen wie für Hohlprofile. Zusätzlich sind die konstruktiven Empfehlungen für Freischnitte und Durchflussöffnungen an Steifen, Trennwänden und Schottblechen aus den Arbeitsblättern C.2 und C.4 zu berücksichtigen. Für tragende feuerverzinkte Hohlbauteile im bauaufsichtlich geregelten Bereich definiert die DASt–Richtlinie 022 konkrete Anforderungen an die Größen der Freischnitte und Öffnungen (Abb. 7).