B. Stahlwerkstoffe
B.2 WERKSTOFF STAHL
Zusammenfassung:
- Silizium und Phosphor im Grundwerkstoff beeinflussen das Verzinkungsergebnis.
- Bei der Stahlbestellung muss gemäß der anzuwendenden Erzeugnisnorm die Option „Feuerverzinken“ gewählt werden.
- Für spezielle Anwendungen der Feuerverzinkung, z. B. gestalterische Anforderungen sollte zusätzlich gemäß der entsprechenden Kategorie der Tabelle 1 aus DIN EN ISO 14713-2 bestellt werden.
- Bei höherfesten Stählen (Streckgrenze > 500 N/mm²) sind zusätzlich die besonderen Hinweise im Arbeitsblatt B.3 und B.5 zu berücksichtigen.
1. Allgemeines
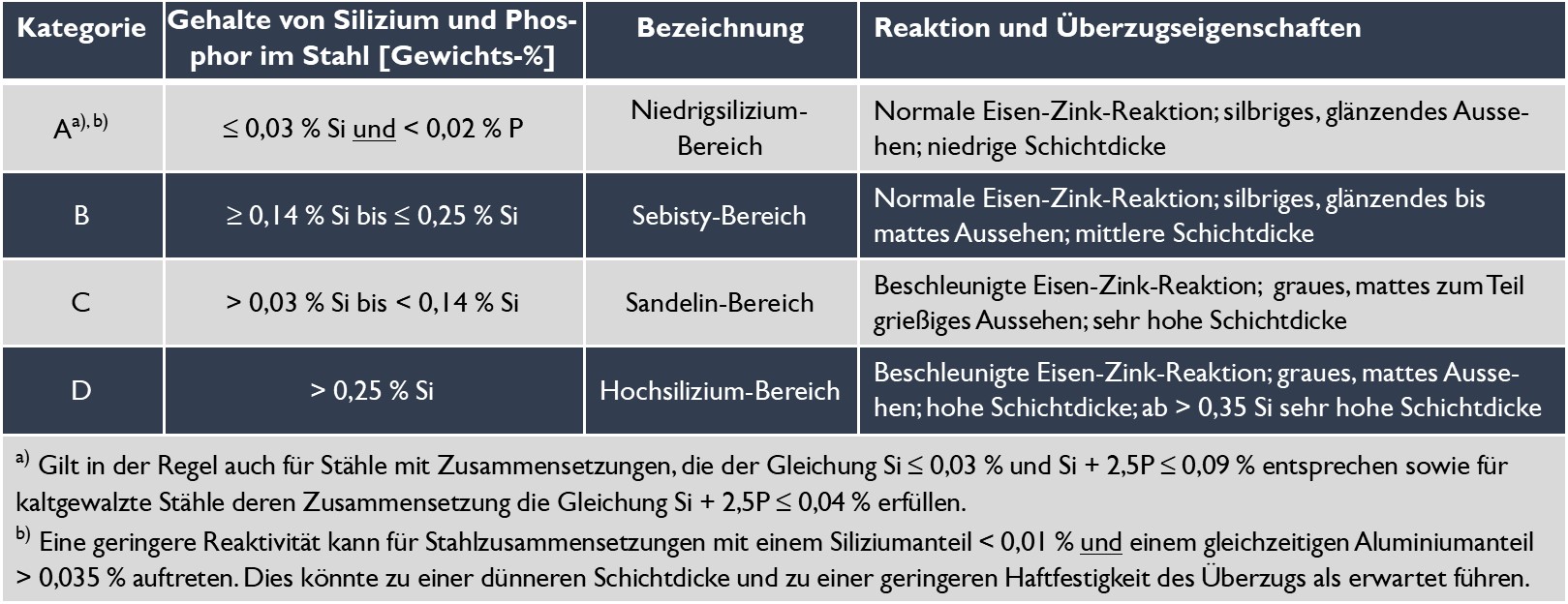
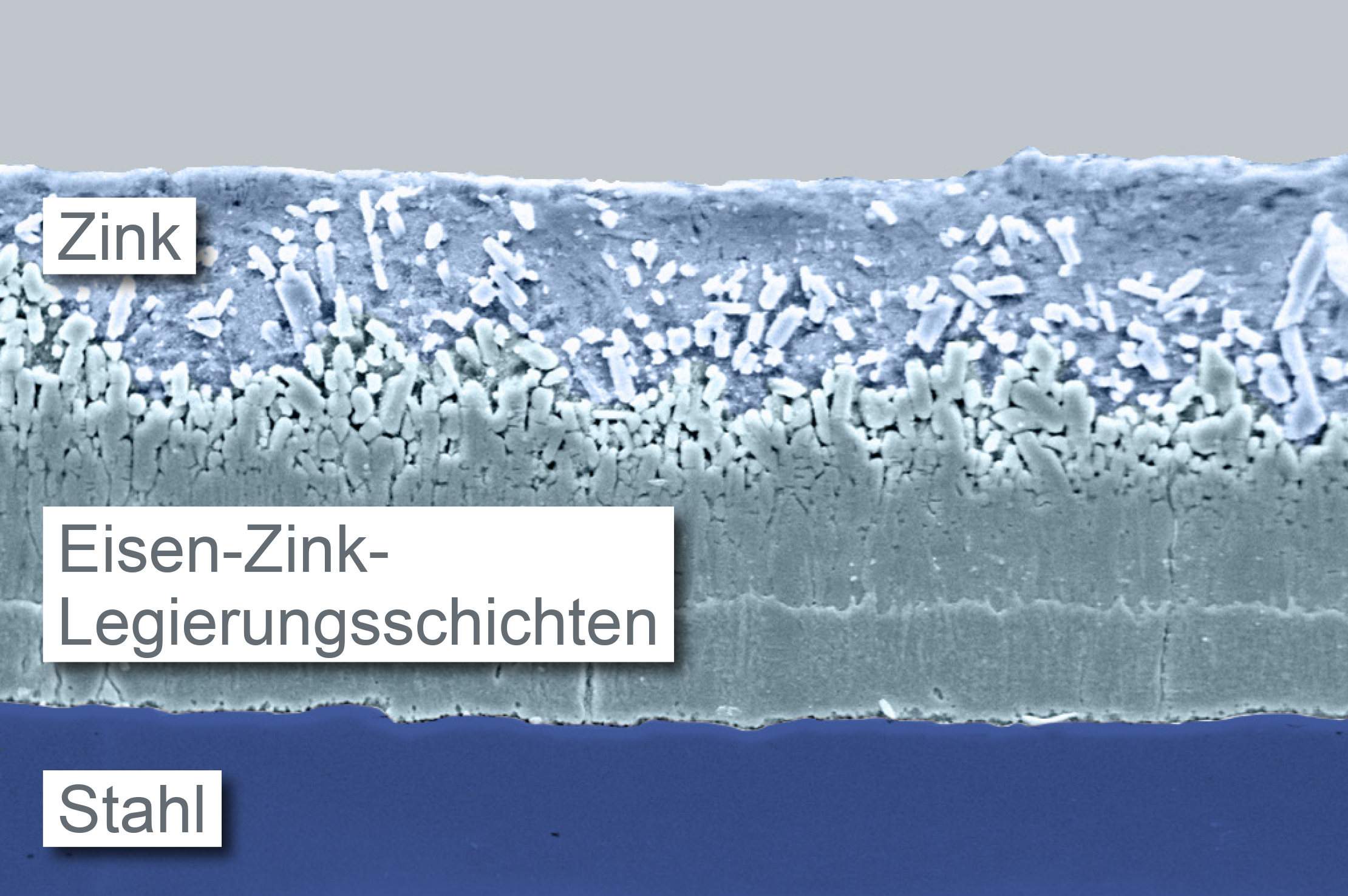
Beim Feuerverzinken werden Eisen- und Stahlteile durch Eintauchen in eine ca. 450 °C heiße Zinkschmelze mit einem Zinküberzug versehen. Dabei bilden sich auf der Oberfläche des Stahls fest mit dem Stahlwerkstoff verbundene Legierungsschichten aus Eisen und Zink (Abb. 1). Beim Herausziehen der Bauteile aus dem Zinkbad überziehen sich diese Legierungsschichten mit einer Reinzinkschicht. Dadurch entsteht normalerweise ein silbrig glänzender Überzug, teilweise mit einem ausgeprägten Zinkblumenmuster. Die Bildung der Eisen-Zink-Legierungsschichten kann allerdings mit sehr unterschiedlicher Geschwindigkeit ablaufen. Von entscheidender Bedeutung ist dabei die chemische Zusammensetzung des Stahls. Bei Stählen mit einem bestimmten Gehalt an Silizium und Phosphor kann es vorkommen, dass die Reaktion zwischen Eisen und Zink während des Verzinkungsvorganges besonders schnell abläuft und deshalb der Anteil der Eisen-Zink-Legierungsschichten im Zinküberzug stärker ausgebildet ist (Abb. 2).
2. Einfluss von Silizium und Phosphor
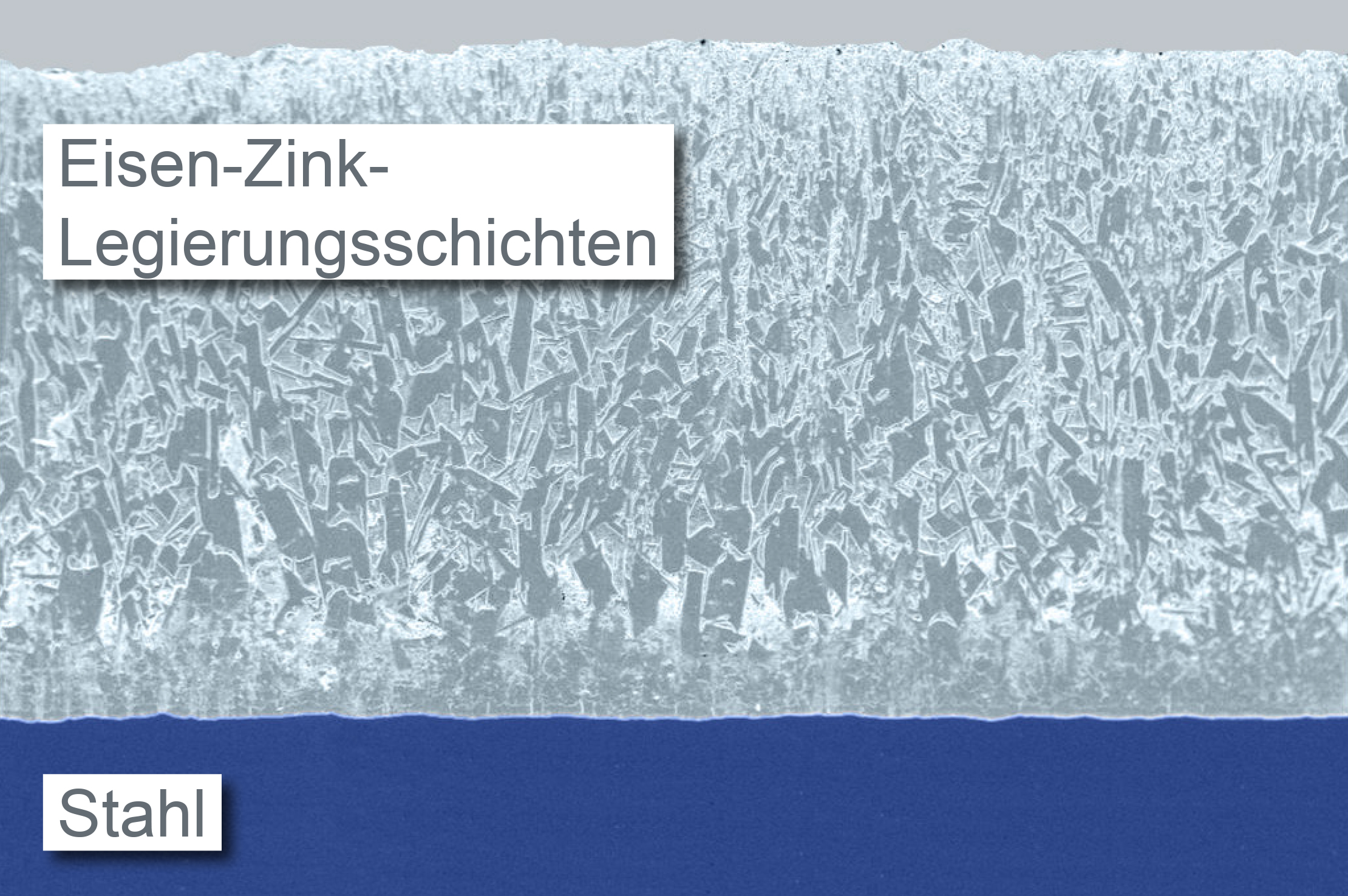
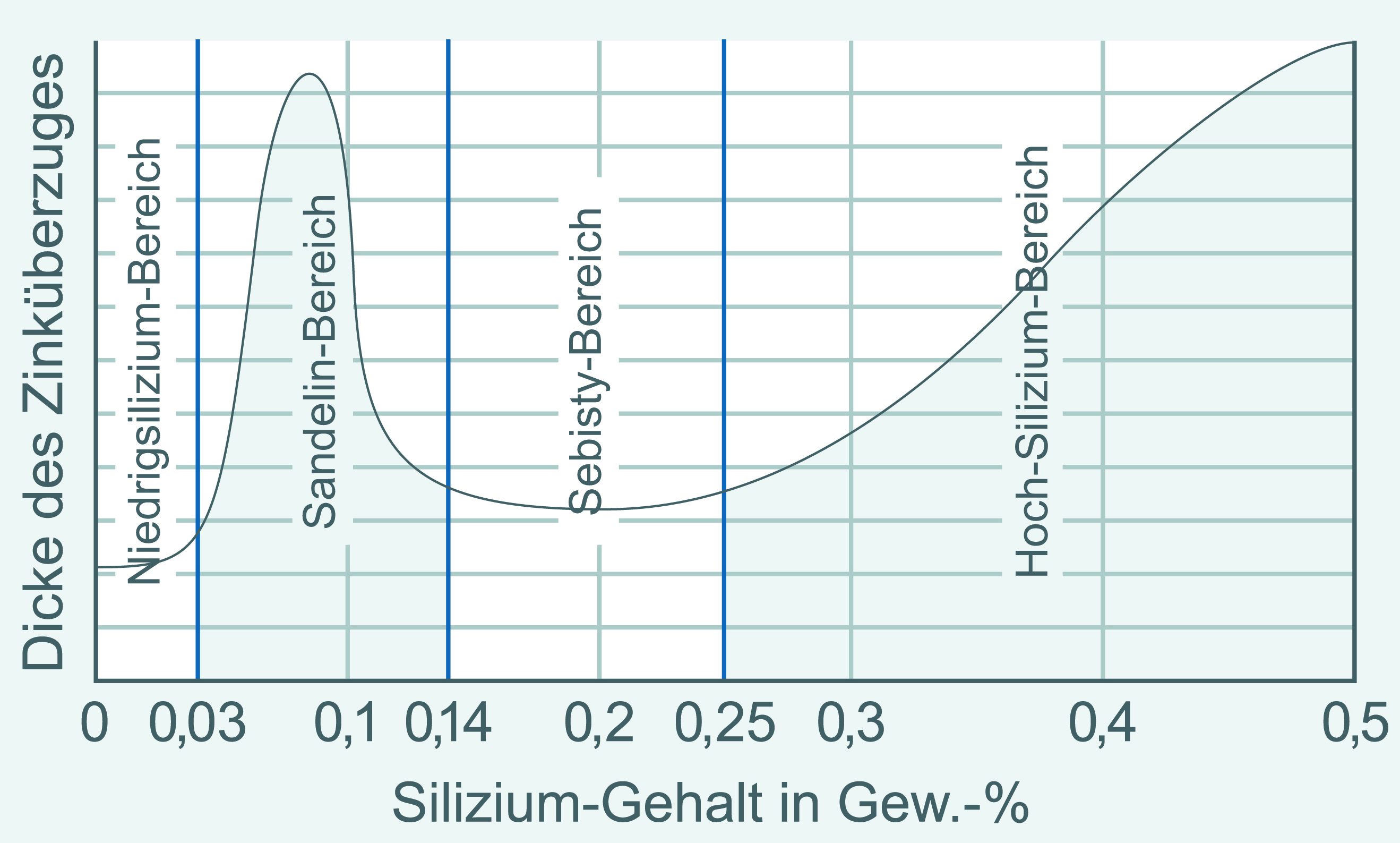
Grundsätzlich lassen sich alle gängigen Baustahlsorten feuerverzinken, allerdings können Aussehen und Dicke des Überzugs differieren. Die Ausbildung des Zinküberzuges ist in entscheidendem Maße abhängig von der chemischen Zusammensetzung, insbesondere dem Silizium- und Phosphorgehalt der Stähle (Abb. 3), der Topografie der Stahloberfläche und von den Verzinkungsbedingungen (Schmelztemperatur, Tauchdauer etc.). In bestimmten Gehalten beschleunigen Silizium und Phosphor die Eisen-Zink-Reaktion derart, dass dickere Zinküberzüge entstehen. Diese Zinküberzüge haben meist ein mattes oder graues Aussehen und eine raue Oberfläche. Die Gehalte an Silizium und Phosphor im Stahl können sich in ihrer Wirkung addieren. Die verschiedenen praxisüblichen Gehalte an Silizium (Si) und Phosphor (P) in allgemeinen Baustählen und ihre Auswirkungen auf den Zinküberzug sind in Abbildung 7 beschrieben.
Die Übergänge zwischen den Kategorien sind fließend und abhängig von der Konstruktion, der Tauchdauer und Zinkschmelze-Temperatur. Die Mehrheit der Stähle, die feuerverzinkt werden, entspricht den Kategorien A und B. Silbrig-glänzende Zinküberzüge sind vorwiegend mit den Stählen der Kategorie A und zum Teil auch der Kategorie B erreichbar. Bei Stählen der Kategorie C und D können Zinküberzüge mit matt-grauem Aussehen und höherer Schichtdicke entstehen. Ihre Schutzdauer ist aufgrund der höheren Schichtdicke größer. Die Beständigkeit gegen Beschädigungen bei der Handhabung kann bei extrem hohen Schichtdicken unter Umständen verringert sein.
Werden Stähle mit unterschiedlichem Si- und P-Gehalt innerhalb eines Bauwerkes oder Bauteiles verwendet, ist ein unterschiedliches Aussehen des Zinküberzugs möglich (Abb. 5). Die Feuerverzinkerei kann das durch die Stahlzusammensetzung bedingte Verzinkungsverhalten der Stähle und damit das Aussehen der Zinküberzüge nicht nennenswert beeinflussen. Der Auswahl von Stählen für das Feuerverzinken kommt somit eine besondere Bedeutung zu.


3. Stahlbestellung
Entsprechend der einschlägigen Technischen Lieferbedingungen für Stähle sind die Anforderungen bezüglich Feuerverzinken zwischen Stahlhersteller bzw. -händler und Stahlbesteller zu vereinbaren. Dazu enthalten die unterschiedlichen Erzeugnisnormen eine entsprechende Bestelloption zum Feuerverzinken. Weiterführende Informationen zum Einfluss der Werkstoffzusammensetzung in Bezug auf das Feuerverzinken sind in DIN EN ISO 14713-2, Tabelle 1 enthalten. Für allgemeine korrosionsschutztechnische Anwendungen muss bei der Stahlbestellung nach der jeweils anzuwendenden Erzeugnisnorm die Option „Feuerverzinken“ gewählt werden. Damit verbunden sind Stähle der Kategorien A, B und D (bei D max. 0,35 % Si). Für spezielle Anwendungen der Feuerverzinkung, wie z. B. unter gestalterischen Aspekten, empfiehlt es sich, die Kategorie nach Abb. 7 mit den zutreffenden Überzugseigenschaften auszuwählen. Die angegebenen Überzugseigenschaften sind Anhaltswerte und bedürfen einer Bestätigung durch eine Probeverzinkung (Musterstück). Aussagefähige Ergebnisse können hier jedoch nur dann erzielt werden, wenn unter gleichen produktionsnahen Bedingungen probeverzinkt wird wie bei den späteren Originalteilen.
4. Stahlgüten zum Feuerverzinken
Normale Baustähle (Streckgrenze ≤ 500 N/mm²) lassen sich unter Berücksichtigung der Hinweise nach Kapitel C und D dieser Arbeitsblätter ohne Sonderanforderungen feuerverzinken. Bei der Verwendung von höherfesten Stählen (Streckgrenze > 500 N/mm²) und weiteren Stahlwerkstoffen sind die entsprechenden Sonderanforderungen siehe Arbeitsblatt B.3 und B.5 zu berücksichtigen. In diesen Fällen ist eine vorherige Abstimmung mit dem Feuerverzinkungsunternehmen empfehlenswert.