Ein Duplex-System bezeichnet eine Feuerverzinkung mit einer zusätzlichen Pulver- oder Flüssigbeschichtung.
Duplex-Systeme verbessern den Korrosionsschutz
Die Feuerverzinkerei sollte vorab über die Ausführung eines Duplex-Systems informiert werden.
Duplex-Systeme erfordern eine fachgerechte Oberflächenvorbereitung vor dem Beschichten und die Verwendung geeigneter Beschichtungsstoffe.
Abb 1: Feuerverzinkte und zusätzlich beschichtete Brücke
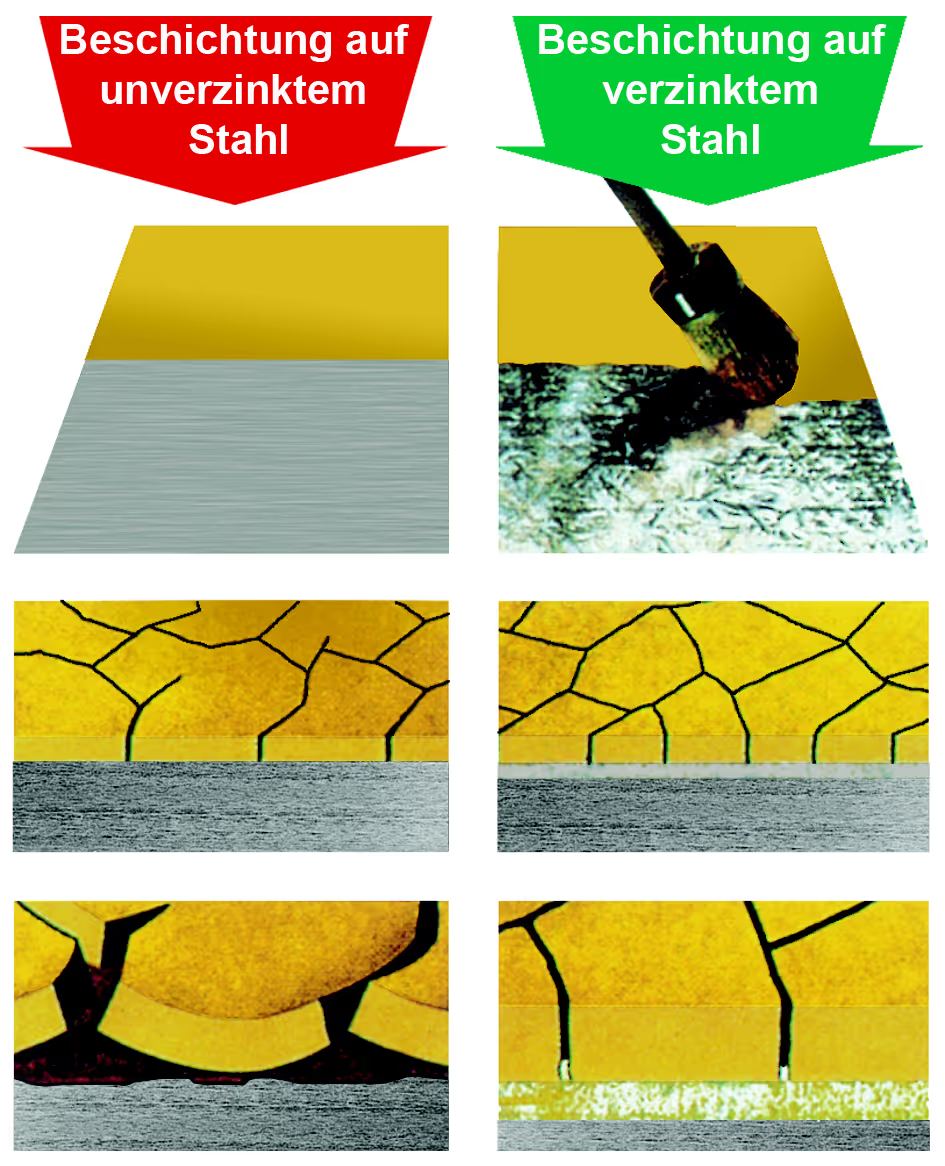
Abb. 2: Beschichtungstypische Unterrostungen treten bei Duplex-Systemen nicht auf.
Allgemeines
Unter einem „Duplex-System“ wird ein Korrosionsschutz-System verstanden, das aus einer Feuerverzinkung nach DIN EN ISO 1461 mit einer zusätzlichen organischen Beschichtung besteht. Der Begriff ist in mehreren Regelwerken definiert, beispielsweise in DIN 55633. Sowohl Flüssigbeschichtungen als auch Pulverbeschichtungen auf feuerverzinkten Oberflächen sind praxisüblich und haben sich seit langem bewährt. Mehr Informationen zu Flüssigbeschichtung sind im Arbeitsblatt G.2 und zu Pulverbeschichtungen in Arbeitsblatt G.3 verfügbar.
Anwendungsbereiche
Zusätzliches Beschichten verbessert den sehr langlebigen Korrosionsschutz durch Feuerverzinken. Zudem können verzinkte Stahlkonstruktionen durch eine zusätzliche Beschichtung farblich gestaltet werden. Duplex-Systeme kommen vielfältig zur Anwendung, z.B. im Bauwesen, im Straßenverkehr oder in der Energieversorgung. Als wesentliche Vorteile von Duplex-Systemen sind zu nennen:
Lange Schutzdauer: Die Schutzdauer von Duplex-Systemen ist im Regelfall deutlich länger als die Summe der jeweiligen Einzelschutzdauer der Feuerverzinkung und der Beschichtung. Der sich einstellende Verlängerungsfaktor liegt je nach System zwischen 1,2 und 2,5.
Gestalterische Gründe: Bei Duplex-Systemen ist es möglich, die gesamte Palette der farblichen Gestaltung zu nutzen ohne auf den guten Korrosionsschutz des Feuerverzinkens verzichten zu müssen.
Signalgebung/Tarnung: Bei manchen Objekten ist eine farbige Kennzeichnung zur Warnung oder Identifikation erforderlich. Mit Hilfe von geeigneten Beschichtungsstoffen sind ebenfalls Tarneffekte möglich.
Duplex-Systeme kommen der Forderung nach einem Korrosionsschutz ab Werk entgegen. Sowohl das Feuerverzinken als auch das Beschichten kann unter definierten, optimalen Bedingungen im Fachbetrieb prozesssicher durchgeführt werden. Arbeiten auf Baustellen verbunden mit Unwägbarkeiten durch Witterung und Temperatur können so ausgeschlossen werden. Belastungen der Umwelt durch Korrosionsschutzarbeiten vor Ort werden minimiert.
Wirkungsweise
Die Wirkungsmechanismen von Duplex-Systemen beruhen auf einem gegenseitigen Schutz beider Partner. Der Zinküberzug wird durch die darüberliegende Beschichtung vor atmosphärischen und chemischen Einflüssen geschützt. Ein Abtrag des metallischen Zinks wird vermieden. Hierdurch verlängert sich die Schutzdauer des Zinküberzuges.
Beschädigungen an der Beschichtung haben keine nachteiligen Auswirkungen zur Folge, da die hohe Widerstandsfähigkeit und Abriebfestigkeit des darunterliegenden Zinküberzuges auch hohen Belastungen standhält. Es kommt nicht zu beschichtungstypischen Unterrostungen, der Stahl bleibt auch an Stellen geschützt, an denen die Beschichtung schadhaft ist. Hierdurch verlängert sich die Schutzdauer der Beschichtung (Abb. 2).
Anforderungen an den Zinküberzug
Die Anforderungen und die Prüfung der Feuerverzinkung sind in DIN EN ISO 1461 geregelt. Falls ein feuerverzinktes Teil zusätzlich beschichtet werden soll, ist es notwendig, die Feuerverzinkerei im Vorfeld hierüber zu informieren. Die Feuerverzinkerei muss den Auftraggeber über die vorgesehene Art einer möglichen Ausbesserung informieren. Der Kunde und der Beschichter sollten sich vorab vergewissern, dass das gewählte Ausbesserungsverfahren für die nachfolgende Beschichtung geeignet ist. Der Verzinkungsbetrieb ist ferner vorab darauf hinzuweisen, dass er keine Maßnahmen ergreift, die das Haftvermögen und die Eigenschaften einer Beschichtung negativ beeinflussen können (t Zn k – keine Nachbehandlung). Bei gesonderten z. B. erhöhten optischen Anforderungen an das Bauteil kann es mitunter erforderlich sein, die stückverzinkten Bauteile vor der nachfolgenden Beschichtung zusätzlich durch sogenanntes „Feinverputzen“ (z. B. Schleifen der Oberfläche) nachzuarbeiten. Diese zusätzlichen Arbeiten sind nicht über die DIN EN ISO 1461 abgedeckt und müssen im Bedarfsfall zusätzlich bereits bei der Auftragsvergabe zwischen den Parteien vereinbart werden.
Oberflächenvorbereitung des Zinküberzuges vor dem Beschichten
Eine einwandfreie Oberflächenvorbereitung ist die Grundvoraussetzung für ein funktionierendes Duplex-System. Eventuell vorliegende arteigene Produkte (z. B. Weißrost) und artfremde Verunreinigungen (z. B. Schmutz, Öl, Fett usw.) müssen zuvor entfernt werden. Je nach Art der nachfolgenden Beschichtung (Flüssig- oder Pulverbeschichtung) und nach Alter bzw. Zustand des Zinküberzuges wendet man ganz unterschiedliche Oberflächenvorbereitungsverfahren an.
Das Beschichtungsunternehmen hat sich vor der Applikation vom Zustand des Zinküberzuges und von seiner Eignung als Beschichtungsträger zu überzeugen. Die Ausführung der fachgerechten Oberflächenvorbereitung liegt daher im Verantwortungsbereich des Beschichtungsunternehmens. Mehr Informationen zu den verschiedenen Arten der Oberflächenvorbereitungen sind in den Arbeitsblättern G.2 und G.3 enthalten.
Anforderungen an die Beschichtungsstoffe
Beschichtungsstoffe werden auf unterschiedlicher Bindemittelbasis hergestellt. Der Beschichtungsstoffhersteller muss die Eignung der Beschichtungsstoffe für feuerverzinkten Stahl ausdrücklich bestätigen. Die Beschichtungsstoffe für ein Beschichtungssystem müssen aufeinander abgestimmt sein und sollten vom gleichen Hersteller stammen. Die Verarbeitung der Beschichtungsstoffe sowie eine evtl. produktspezifische Oberflächenvorbereitung sind nach den Vorgaben des jeweiligen Beschichtungsstoff-Herstellers durchzuführen. Mehr Informationen zu den verschiedenen Beschichtungsstoffen sind in den Arbeitsblättern G.2 und G.3 enthalten.