B. Stahlwerkstoffe
B.1 OBERFLÄCHENANFORDERUNGEN AN DEN STAHL
Zusammenfassung:
- Die Oberflächenbeschaffenheit des Stahls beeinflusst die Dicke, Struktur und Qualität des Zinküberzuges. Bei der Stahlbestellung können Anforderungen an die Oberflächenbeschaffenheit definiert werden.
- Artfremde Verunreinigungen wie z.B. Öle, Fette, Silikone, Schweißschlacke und Schweißhilfsmittel entfernen bzw. darauf achten, dass nur leicht emulgierbare Öle und Fette zur Anwendung kommen.
- Verunreinigungen der Stahloberfläche, die durch Entfetten und Beizen in der Verzinkerei nicht beseitigt werden können, sind vom Auftraggeber zu entfernen.
1. Allgemeines
Neben der chemischen Zusammensetzung der Stähle beeinflusst die Oberflächenbeschaffenheit des Stahls, das heißt die Topografie und Rauheit der Stahloberfläche, in hohem Maße das Verzinkungsergebnis im Hinblick auf die Dicke, Struktur und Qualität des Zinküberzuges. Es gehört zu den Aufgaben des Auftraggebers, durch eine sorgfältige Vorbereitung der Stahlteile zu einem optimalen Verzinkungsergebnis beizutragen. Bereits bei der Stahlbestellung können die Anforderungen an die Oberflächenbeschaffenheit nach DIN EN 10163 Teile1-3 definiert werden.
Eine metallisch blanke Stahloberfläche ist die Grundvoraussetzung für das Feuerverzinken. Verunreinigungen auf der Stahloberfläche verschlechtern das Benetzungsverhalten der Zinkschmelze und können die Legierungsbildung behindern. Der für die Verzinkung erforderliche Oberflächenvorbereitungsgrad Be nach DIN EN ISO 12944-4 wird in der Verzinkerei durch Entfetten und Beizen hergestellt. Jede Stahloberfläche ist jedoch aufgrund ihrer chemischen Beschaffenheit, ihrer Herstellung, ihrer Bearbeitung oder ihrer vorausgegangenen Beanspruchung mit artfremden oder arteigenen Schichten bedeckt.
2. Entfernung von artfremden Schichten
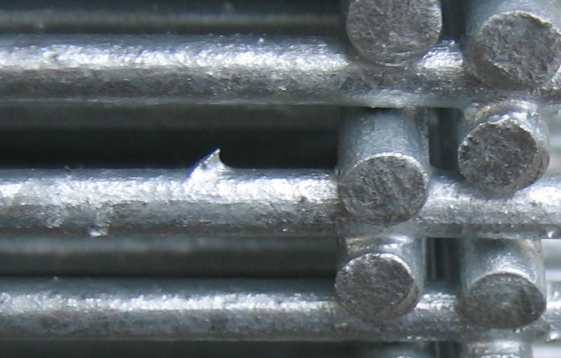
Zu den artfremden Schichten gehören Öle und Fette. Lagerware ist oft mit einem leichten Öl- oder Fettfilm versehen. Diese leichten Öle können in der Regel durch die Vorbehandlung im Entfettungsbad in der Feuerverzinkerei entfernt werden. Verunreinigungen der Stahloberfläche, die durch Entfetten und Beizen in der Verzinkerei nicht beseitigt werden können, müssen vor der Anlieferung der Bauteile vom Auftraggeber entfernt werden. Das gilt für Beschichtungen, Rückstände von öl-, fett- oder silikonhaltigen Hilfsstoffen aus der Stahlbaufertigung (Sägen, Bohren, Signieren etc.) (Abb. 1) ebenso wie für Schweißspritzer, Schweiß- oder Brennschlacken, Grate, Reste von Strahlmitteln und Bohrspänen, um Fehler im Zinküberzug zu vermeiden. Mehr Informationen hierzu sind im Arbeitsblatt D.5 enthalten.
3. Entfernung von arteigenen Schichten
Arteigene Rückstände des Stahls wie Rost und Zunder können in der Regel durch Vorbehandlung in der Verzinkerei entfernt werden. Hierfür werden die Bauteile in verdünnter Salzsäure gebeizt, um metallisch blanke Oberflächen zu schaffen. Stark verzunderte und stark verrostete Oberflächen benötigen entsprechend sehr lange Beizzeiten. Um ein „Überbeizen“ der Bauteile zu vermeiden, sollten Bauteile mit stark verzunderter Oberfläche oder starkem Rostansatz vom Kunden vorab mit einem Reinheitsgrad Sa 2 ½ gestrahlt werden.
4. Oberflächenrauheit
Die Oberflächenrauheit wirkt sich auf die Dicke des Zinküberzuges aus. Oberflächen mit einer sehr großen Rautiefe, zum Beispiel Stahlteile, die mit einem sehr scharfkantigen Strahlmittel gestrahlt wurden, bilden in der Regel dickere Zinküberzüge aus, da die raue Struktur eine größere Reaktionsoberfläche darstellt.
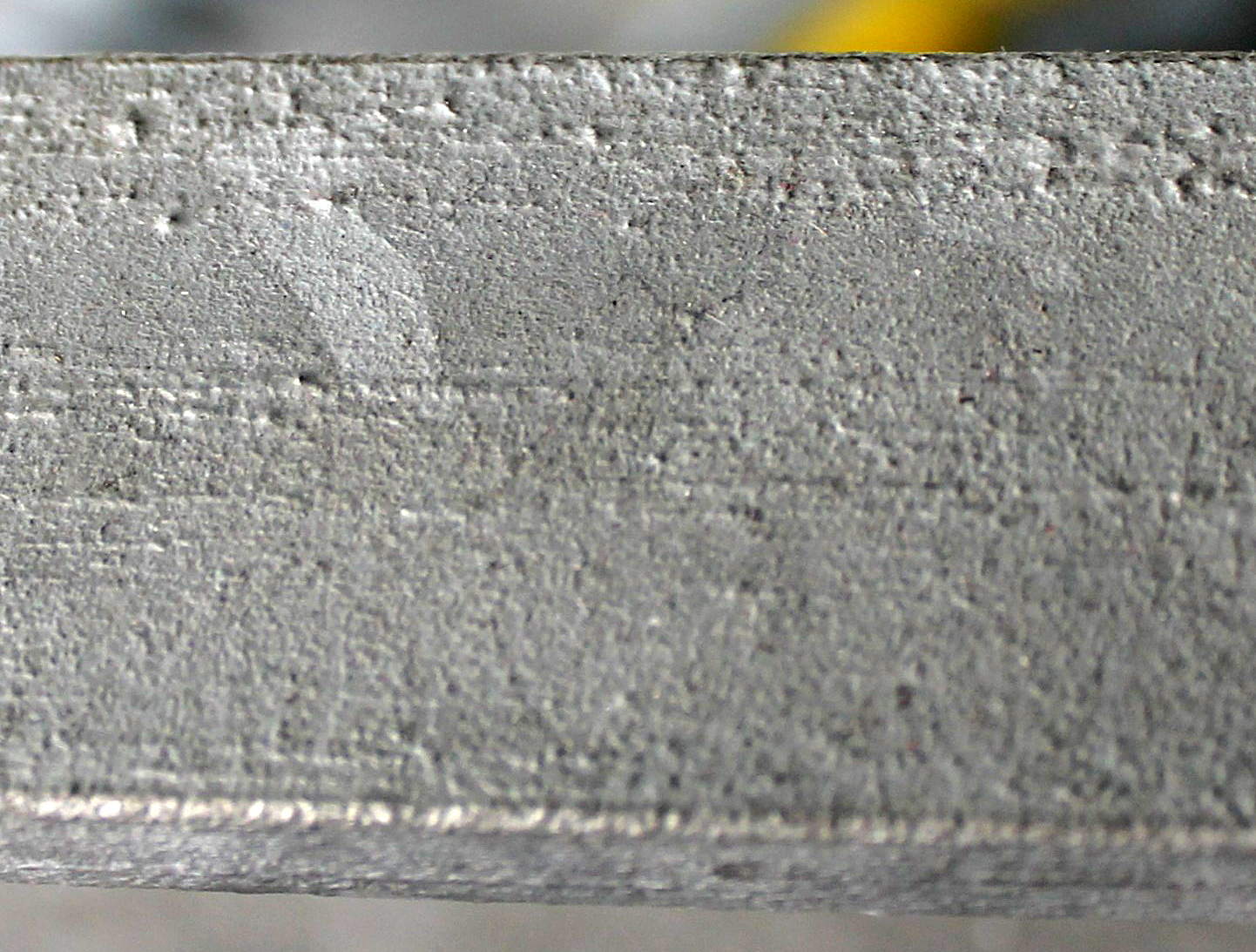
Die Verwendung von alten (rostnarbigen) Teilen zusammen mit neuen Teilen kann nach dem Feuerverzinken noch deutlich sichtbare Unterschiede im Aussehen des Zinküberzuges bewirken, da das schmelzflüssige Zink die sehr raue Struktur eines alten, rostnarbigen Stahlteils nur unzureichend einebnet (Abb. 2).
Unebenheiten der Stahloberfläche wie Kratzer und Riefen können dazu führen, dass an diesen Stellen der Zinküberzug stärker mit dem Grundwerkstoff reagiert und dass sich dadurch die Auffälligkeit dieser Bereiche nach dem Feuerverzinken erhöht.

5. Schalen, Schuppen, Überfaltungen
Gewalzte Stahlprofile können sehr unterschiedliche Oberflächenqualitäten aufweisen. Minderwertige Oberflächenqualitäten, bei denen Ungänzen in Form von Schalen, Schuppen, Schalenstreifen und/oder Überfaltungen auftreten, führen zu minderwertigen bis hin zu unbrauchbaren Zinküberzügen.
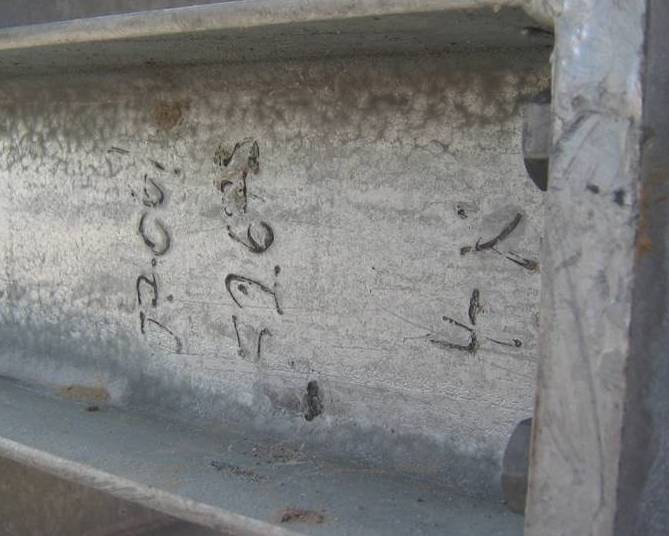
Diese Oberflächenerscheinungen im Stahl sind vor dem Verzinken mit dem bloßen Auge kaum wahrzunehmen. Durch den Verzinkungsvorgang werden Ungänzen jedoch deutlich sichtbar. Auf der feuerverzinkten Oberfläche erscheinen derartige Stellen dann als Streifen, Unebenheiten, Pickel, und Grate (Abb. 3, 4, 5). Bei der Stahlbestellung können die Anforderungen an die Oberflächenbeschaffenheit nach der Normenreihe DIN EN 10163 Teile1-3 definiert werden.