B. Stahlwerkstoffe
B.4 GUSSWERKSTOFFE
Zusammenfassung:
- Gussteile müssen vor dem Feuerverzinken zumeist sorgfältig gestrahlt werden, da Rückstände des Herstellungsprozesses durch die übliche Vorbehandlung einer Feuerverzinkerei nicht entfernt werden können.
- Aufgrund von Rauigkeiten des Grundwerkstoffes und zumeist hoher Siliziumgehalte ist mit hohen Zinkschichtdicken zu rechnen.
- Große und schwere Gussteile sind zum Feuerverzinken nur bedingt geeignet. Eine vorherige Probeverzinkung mit anschließender Bauteilprüfung ist hier empfehlenswert.
- Beim Feuerverzinken von Gussteilen ist eine präzise Abstimmung mit der Feuerverzinkerei im Vorfeld erforderlich.
1. Allgemeines
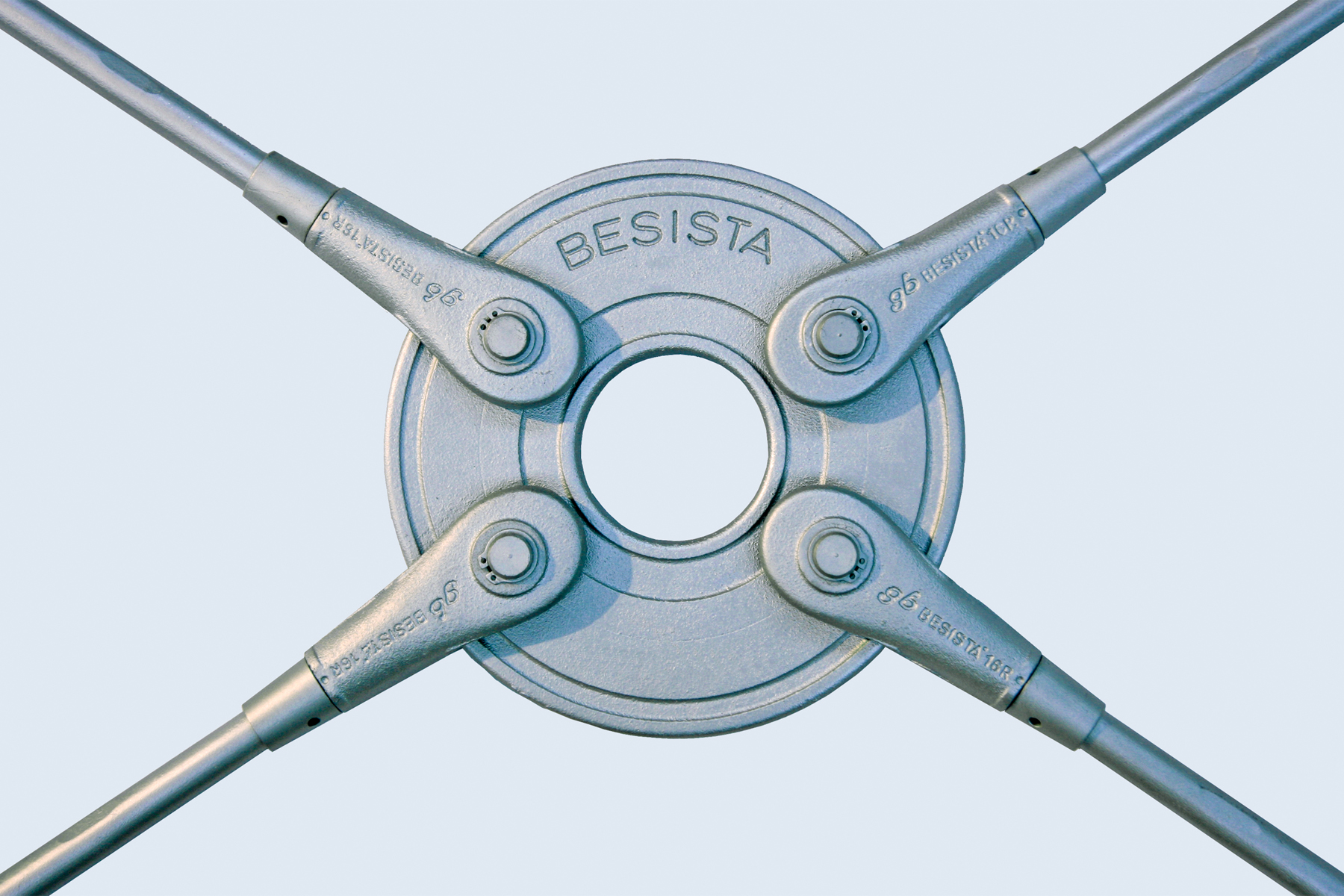
Gussteile werden seit langem durch Feuerverzinken dauerhaft vor Korrosion geschützt. Typische Einsatzgebiete für Stahlguss sind der Schiffsbau, die Automobilindustrie, der Maschinenbau und der Anlagenbau. Im Bauwesen werden vielfach Gussteile in Form von Gabelköpfen, Haltesystemen und Knotenpunkten an Seilnetz- und Raumfachwerken verwendet. Sollen Bauteile aus Stahlguss oder Gusseisen verzinkt werden, sind besondere verzinkungstechnische Maßnahmen vorzusehen. Die Beizbehandlung dieser Bauteile bedingt besondere Arbeitsgänge, die eine Abstimmung mit dem Verzinkungsbetrieb erforderlich macht. Qualitätseinbußen beim Feuerverzinken von Gussteilen sind meist auf die Oberflächenbeschaffenheit des Werkstückes zurückzuführen. Die auftretenden Schwierigkeiten (Abb. 4) beruhen häufig auf eingebranntem Formsand, Oxiden aus einer Glühbehandlung, Graphitresten, Verunreinigungen oder Oberflächenfehlern (z.B. Lunkern). Einer gründlichen Oberflächenvorbereitung im Fertigungsbetrieb kommt somit eine besondere Bedeutung zu.



2. Unterscheidung der Gusswerkstoffe
In der Regel liegen die Silizium- und Phosphorgehalte von Gusseisenwerkstoffen deutlich über denen herkömmlicher Baustähle. Beim Beurteilen der Eignung zum Feuerverzinken sollte die Zusammensetzung des Gusswerkstoffes, insbesondere sein Silizium-Gehalt, beachtet werden. Es gelten bei Gusswerkstoffen nicht die gleichen Grenzen wie bei klassischen Stahlwerkstoffen. Aus diesem Grund lösen bei Gusswerkstoffen höhere Silizium-Gehalte nicht zwangsläufig ein sehr starkes Wachstum der Zinküberzüge aus, wie dies bei Baustählen der Fall ist. Man unterscheidet folgende Gusssorten:
- Stahlguss (GS)
Stahlguss ist nach Norm jeder in Formen gegossene Stahl. Die chemische Zusammensetzung und die Eigenschaften von Stahlguss entsprechen grundsätzlich denen von Stahl. Auch das Verhalten von Stahlguss beim Feuerverzinken ist demjenigen von herkömmlichen Stählen vergleichbar.
- Gusseisen mit Lamellengraphit (GGL) - früher Grauguss genannt
GGL ist ein Eisen-Gusswerkstoff mit meistens mehr als 2% Kohlenstoff. Aufgrund seines relativ hohen Kohlenstoff- und Silizium-Gehaltes (Si = 1-3,5 %) muss man beim Feuerverzinken davon ausgehen, dass eine hohe Reaktionsgeschwindigkeit zwischen der Zinkschmelze und dem Gusswerkstoff vorhanden ist, mit dem Ergebnis, relativ dicker und grauer oder graufleckiger Zinküberzüge.
- Gusseisen mit Kugelgraphit (GGG)
GGG ist ein Eisen-Gusswerkstoff mit einem Kohlenstoff-Gehalt von über 2 %. Hier liegen die Silizium-Gehalte im Guss in der Regel bei 2-2,5 %; daher muss auch hier beim Feuerverzinken mit einem ähnlichen Verhalten gerechnet werden wie beim GGL.
- Temperguss (GT)
Nach dem Bruchaussehen der fertig getemperten Gussstücke unterscheidet man schwarzen (GTS) und weißen (GTW) Temperguss. Die Kohlenstoff-Gehalte liegen bei GTS zwischen 2,2 und 2,8 %, bei GTW zwischen 2,8 und 3,4 %. Bei GTS liegt der Silizium-Gehalt zwischen 0,9 und 1,4 %, bei GTW zwischen 0,4 und 0,8 %. Bei schwarzem Temperguss muss aufgrund von hohen Silizium-Gehalten mit einer geringfügig beschleunigten Eisen-Zink-Reaktion gerechnet werden, während bei weißem Temperguss aufgrund seiner niedrigen Si-Gehalte meistens eine normale Eisen-Zink-Reaktion abläuft.
3. Oberflächenvorbereitung
Neben der chemischen Zusammensetzung der Gusswerkstoffe ist der Zustand der Oberfläche von entscheidender Bedeutung. Rückstände von Formsand, anhaftende Temperkohle und Graphitreste können durch die übliche Vorbehandlung einer Feuerverzinkerei (Beizen in verdünnter Salzsäure) nicht entfernt werden. In der Regel muss durch Strahlen dafür gesorgt werden, dass Rückstände von der Gussteil-Oberfläche entfernt werden. Dieses setzt jedoch voraus, dass die Bauteile nicht sehr kompliziert geformt sind, da sonst nicht sichergestellt werden kann, dass beim Strahlen alle Oberflächenbereiche gereinigt werden. Werden Oberflächenfehler (z.B. Lunkerstellen) an Gussteilen vor dem Feuerverzinken gespachtelt, führen diese Spachtelstellen zu Verzinkungsfehlern. Abzulehnen ist daher der Porenverschluss mittels spezieller Spachtelmassen, da diese nicht verzinkbar sind.
4. Konstruktion
Kleine und einfach geformte Gussteile (z.B. Klemmstücke, Hebel, Hülsen usw.) sind problemlos zu verzinken, wenn Gusswerkstoff und Oberflächenbeschaffenheit stimmen. Die konstruktive Gestaltung von Gussteilen kommt den Anforderungen des Feuerverzinkens prinzipiell entgegen. Sehr große und schwere Gussteile sind zum Feuerverzinken nur bedingt geeignet, da bei den üblichen Verzinkungstemperaturen Spannungen auftreten könnten, die unter Umständen Risse verursachen. Besonders wenn in einer Gusskonstruktion große Masseanhäufungen mit filigraneren Teilbereichen kombiniert sind (z.B. Seilrolle mit massiver Nabe und filigranen Speichen), können Schäden entstehen. Eine Probeverzinkung mit anschließender Bauteilprüfung ist empfehlenswert. Die in der Regel rauere Oberfläche von Gussteilen kann dazu führen, dass dickere Zinküberzüge entstehen als auf vergleichbaren Stahlteilen.
5. Einsatz im bauaufsichtlich geregelten Bereich
Für die Planung, Konstruktion, Fertigung und Verzinkung von Stahlgussbauteilen nach DIN EN 10340 im bauaufsichtlich geregelten Bereich gilt die DASt-Richtlinie 022 sinngemäß. Eventuelle Sonderanforderungen nach Tabelle 7 der DASt-Richtlinie 022 sind zwischen den Vertragsparteien individuell zu vereinbaren. Mehr Informationen zur DASt-Richtlinie 022 gibt Arbeitsblatt Feuerverzinken F.4