Leicht handhabbar
Das vereinfachte Nachweisverfahren gemäß DASt 022
Bis auf wenige Ausnahmen kann die große Mehrheit aller zu verzinkenden Stahlteile dem vereinfachten Nachweisverfahren zugeordnet werden.
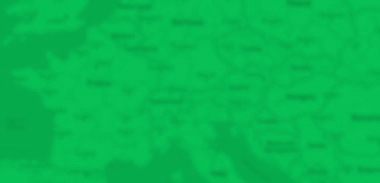
Die DASt-Richtlinie regelt hier klare Zuständigkeiten (Tabelle).
So hat der Auftraggeber die Bestellspezifikation auszufertigen. Dies kann beispielsweise der Planer, der Stahl- und Metallbauer oder der Schlosser sein.
Was auf den ersten Blick kompliziert erscheint, ist in Wirklichkeit kein echtes Problem, wenn man schrittweise vorgeht:
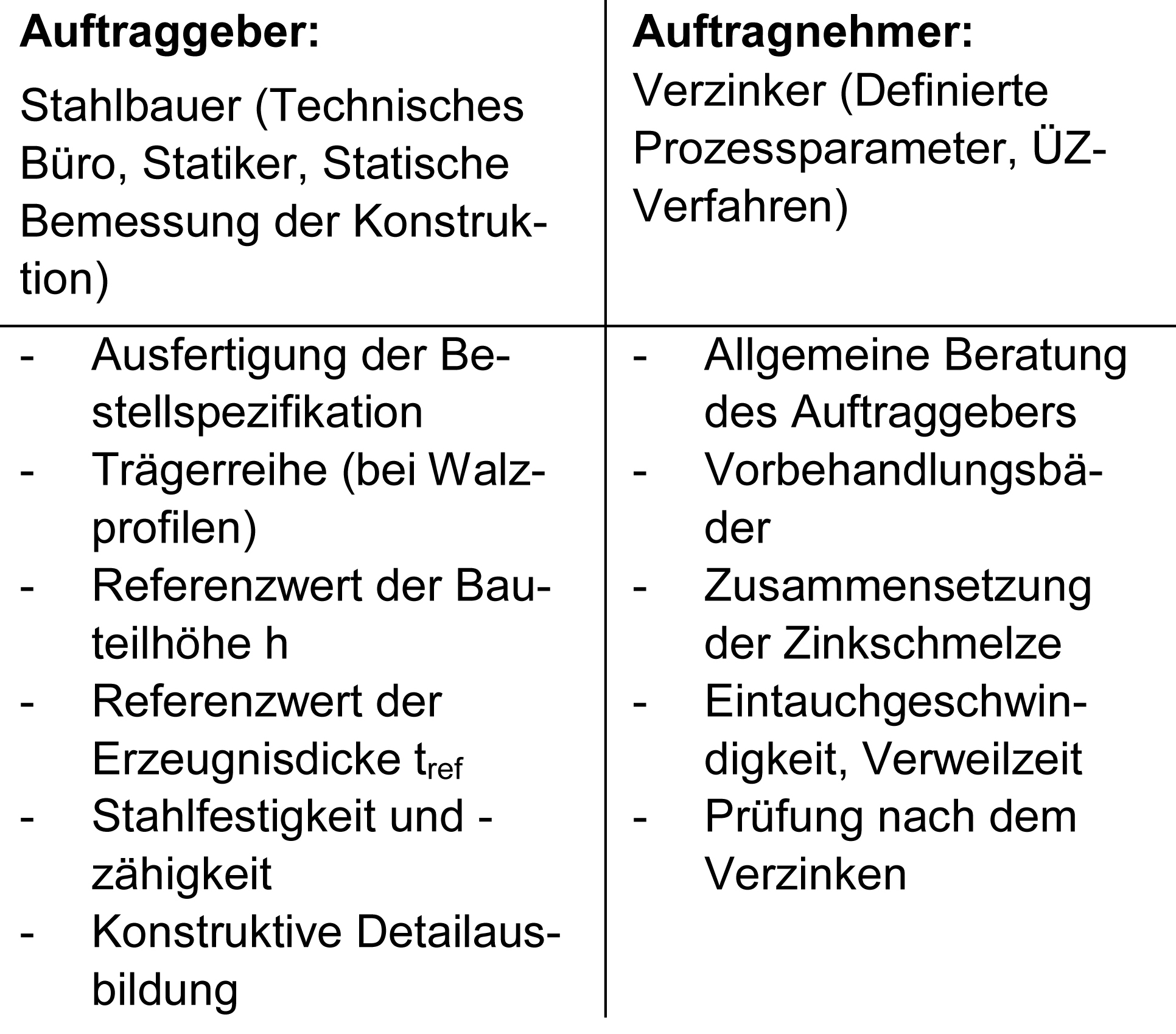
1. Schritt: Einstufung in die Konstruktionsklasse
Es werden drei Konstruktionsklassen unterschieden, die mittels der folgenden Bauteil-, bzw. Werkstoffparameter leicht bestimmt werden können
- Referenzwert der Bauteilhöhe (z. B. Trägerhöhe oder Profildurchmesser bzw. -abmessung)
- Stahlgüte (z. B. S235, S275, S355, S460, S500)
- Stahlzähigkeit (z. B. J0, JR oder J2)
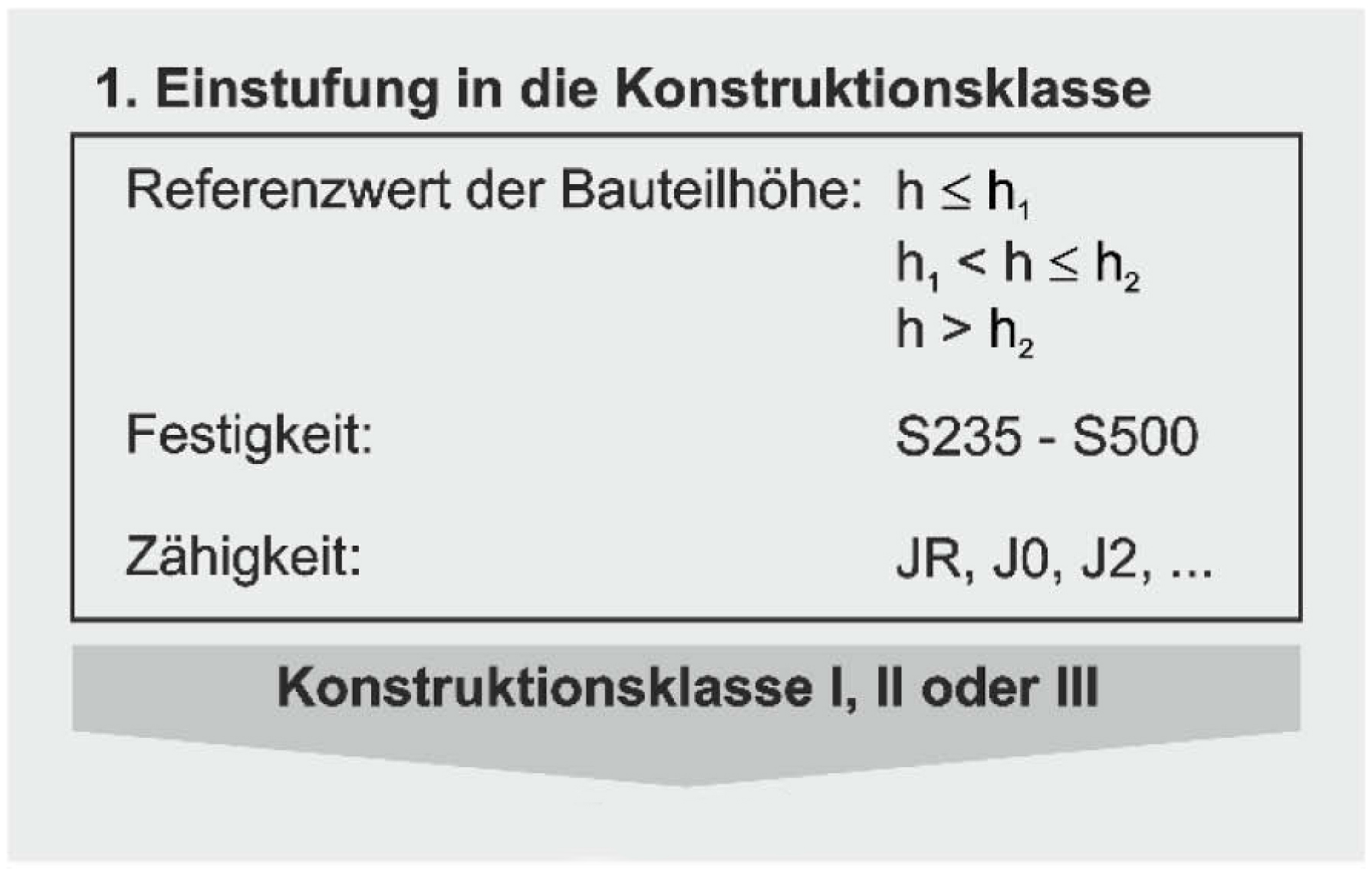
In der Tabelle kann dann auf Basis dieser Daten die Konstruktionsklasse – I, II oder III – einfach abgelesen werden.
Beispiel: Ein Träger für ein Carport aus S275-Stahl mit einer Höhe von 100 Millimetern und einer JR-Zähigkeit wird in die Konstruktionsklasse I eingeordnet.
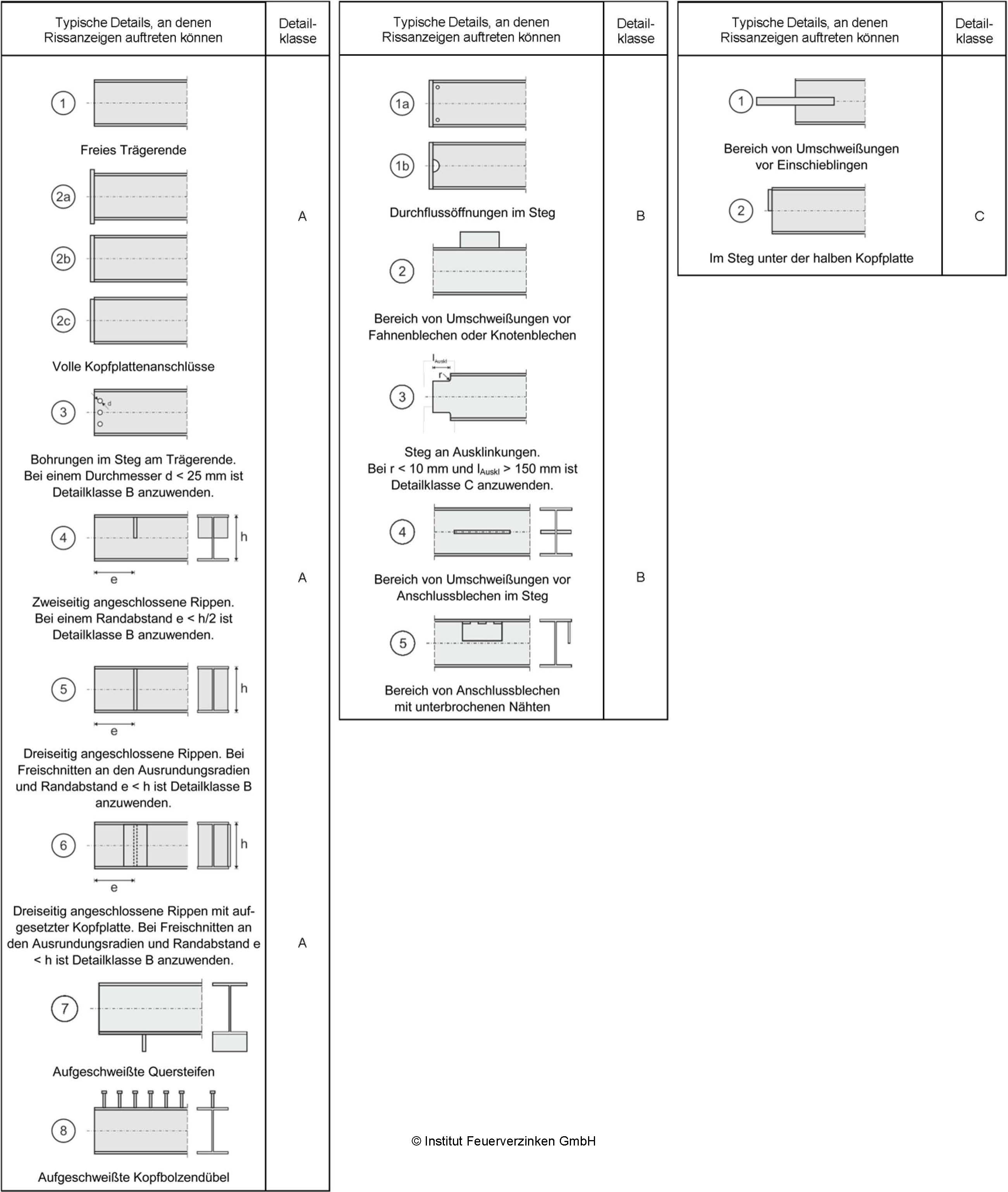
2. Schritt: Einstufung in die Detailklasse
Hier ist die Detailausbildung zu betrachten: Typische Details wie Kopfplatten, Bohrungen am Profilende
oder Ausklinkungen sind in Tabelle 4 dargestellt. Den jeweiligen Details ist eine von drei Detailklassen – A, B oder C – zugeordnet. Beispielsweise gehören volle Kopfplattenanschlüsse in die Detailklasse A.
Beispiel: Unser Carport-Träger besitzt volle Kopfplatten und Durchflussöffnungen im Steg. Die volle Kopfplatte gehört in Detailklasse A, die Durchflussöffnungen im Steg sind < 25mm in die Detailklasse B. Da bei Bauteilen mit mehreren Details in unterschiedlicher Detailklassen die ungünstigste Detailklasse zu verwenden ist, fällt unser Carport-Träger in die Detailklasse B.
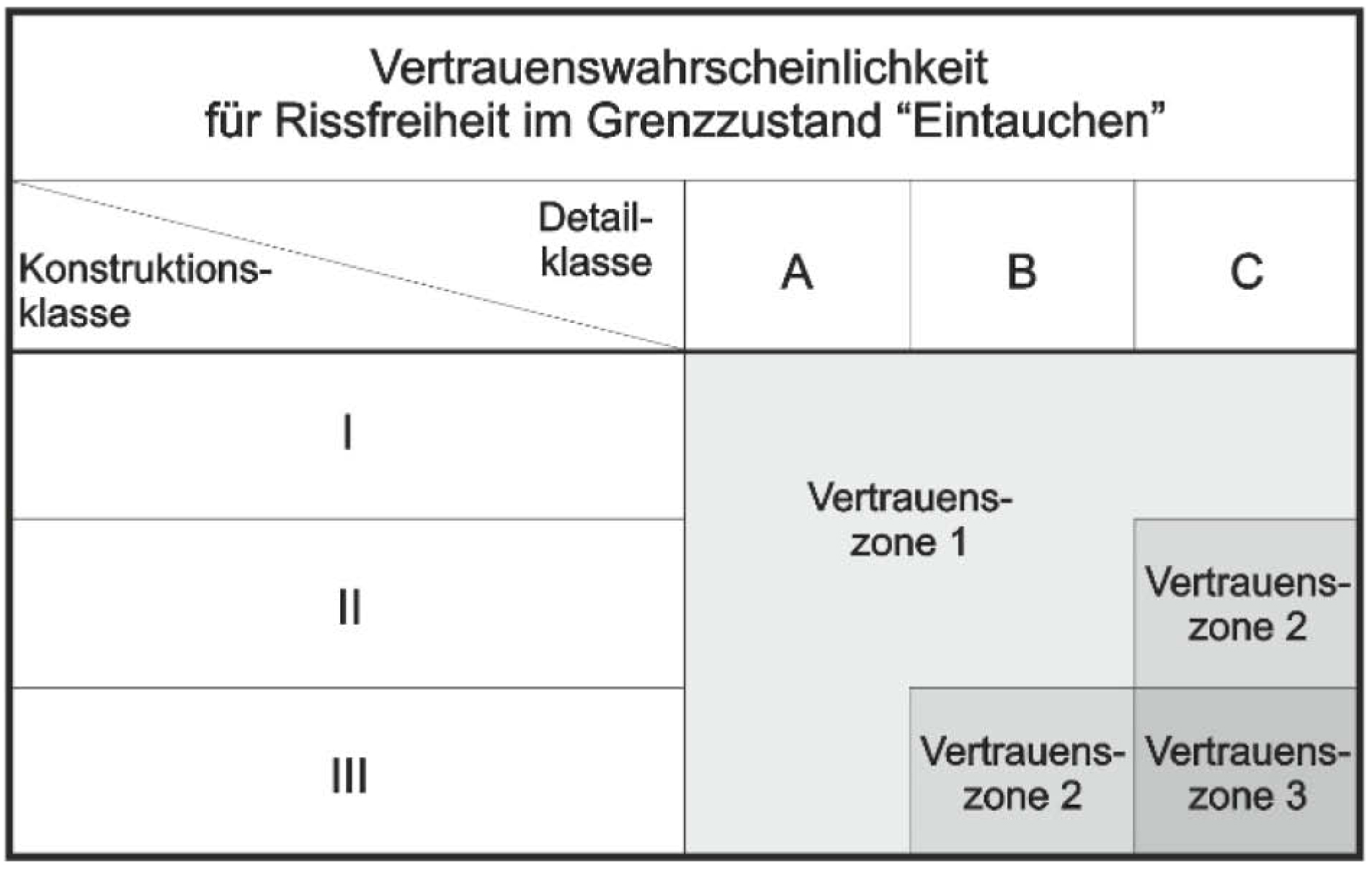
3. Schritt: Bestimmung der Vertrauenszone
In Schritt 1 wurde die Konstruktionsklasse ermittelt und in Schritt 2 die Detailklasse. Aus diesen Angaben kann man mittels nebenstehender Tabelle die Vertrauenszone bestimmen.
Beispiel: Unser Carport-Träger mit der Konstruktionsklasse I und der Detailklasse B fällt in die Vertrauenszone 1.
Anhand dieser Informationen ist eindeutig festgelegt, welche Prüfungen am Bauteil nach dem Verzinken zu erfolgen haben:
- Vertrauenszone 1: Sichtkontrolle
- Vertrauenszone 2: Sichtkontrolle plus stichprobenhafte Magnetpulverprüfung (MT-Prüfung)
- Vertrauenszone 3: Sichtkontrolle plus systematische MT-Prüfung
Die Sichtkontrolle erfolgt unmittelbar nach dem Verzinkungsprozess. Der Auftrag für die MT-Prüfung erfolgt durch den Auftraggeber, beispielsweise durch Angabe der Vertrauenszone auf der Bestellspezifikation. Die Feuerverzinkerei ist für eine ordnungsgemäße Durchführung der MT-Prüfung verantwortlich und kann diese selbst mit ausgebildetem Prüfpersonal durchführen oder an externes Prüfpersonal (z.B. SLV'en) vergeben.
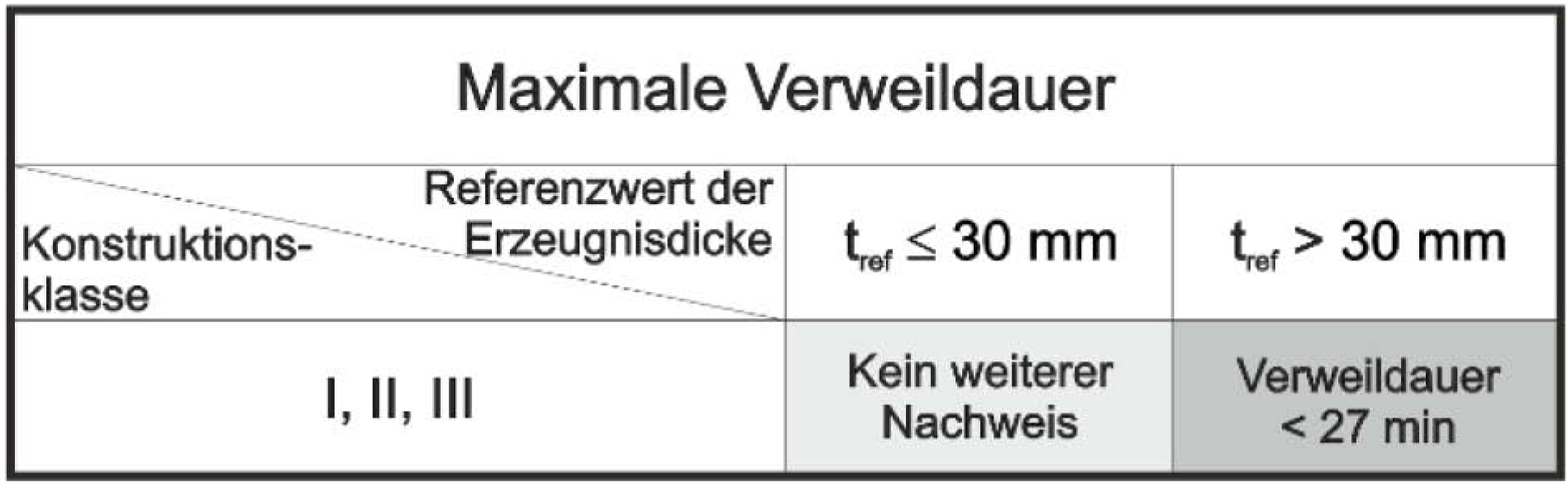
4. Schritt: Nachweis Verweilzeit im Zinkbad
Der Referenzwert der Erzeugnisdicke ist zu bestimmen: Der Referenzwert der Erzeugnisdicke ist die maßgebliche Materialdicke, die sich über die gesamte Länge des Bauteils erstreckt. Für Walz- und Schweißprofile ist dies beispielsweise die größte Flanschdicke des jeweiligen Profils.
Für Werte kleiner gleich 30 mm ergeben sich keine zusätzlichen Anforderungen. Dies wird das Gros der eingesetzten Materialien betreffen. Für Werte oberhalb 30 mm ist die Verweilzeit beim Verzinken auf kleiner als 27 Minuten in der Bestellspezifikation zu begrenzen. Derartig lange Tauchzeiten werden nur in seltenen Ausnahmefällen erreicht, so dass diese Beschränkung in der Praxis kein Problem darstellt.
Beispiel:
Unser Carport-Träger hat eine Flanschdicke von 12 Millimetern und liegt damit deutlich unter dem Grenzwert von 30 Millimetern. Aus Schritt 1 wissen wir, dass der Träger in die Konstruktionsklasse I gehört. Demzufolge ist für unseren Carport-Träger „kein weiterer Nachweis“ hinsichtlich einer maximalen Verweilzeit im Zinkbad notwendig.
5. und letzter Schritt: Ausfertigung der Bestellspezifikation
In die Bestellspezifikation müssen nur noch die Angaben bzw. Ergebnisse aus den Schritten 1-4 eingetragen werden. Die Übermittlung dieser Informationen an die Feuerverzinkerei kann auch in anderer Art und Weise erfolgen, die Richtlinie gibt lediglich ein Muster dafür vor.

Fazit
In nur fünf kleinen Schritten hat man das einfache Nachweisverfahren durchlaufen und die Bestellspezifikation für den Verzinkungsauftrag erstellt.