

B. Stahlwerkstoffe
B.3 HÖHERFESTE STÄHLE
Zusammenfassung:
- Höherfeste Werkstoffe lassen sich im kontrollierten Prozess gut feuerverzinken, auch wenn das Feuerverzinken von höherfesten Werkstoffen eine Sonderbehandlung darstellt.
- Besonderer Beachtung bedürfen die beeinflussenden Parameter. Vorheriges Strahlen und eine Werkstoffprüfung der Bauteile nach dem Feuerverzinken sind mitunter notwendig.
- Beim Feuerverzinken von höherfesten Stahlwerkstoffen ist im Vorfeld eine präzise Abstimmung mit der Feuerverzinkerei erforderlich.
1. Allgemeines
Die Begriffe hochfester und höherfester Stahlwerkstoff sind nicht klar definiert. Im Allgemeinen werden damit Stähle mit einer Mindeststreckgrenze > 500 N /mm² beschrieben. Im Arbeitsblatt B.2 sind die Grundlagen und Anforderungen an den Werkstoff Stahl beschrieben. Normale Baustähle nach DIN EN 10025 Teile 1-4 bis zu einer Streckgrenze von 500 N/mm² sind für das Feuerverzinken in der Regel unproblematisch. Sollen Stähle außerhalb dieser Normenreihe feuerverzinkt werden, sind unter Umständen besondere Abstimmungen mit der Feuerverzinkerei erforderlich. Das gilt besonders für höherfeste und vergütete Werkstoffe. Grundsätzlich lassen sich auch höherfeste Werkstoffe im kontrollierten Prozess gut feuerverzinken. Im großen Maße werden zum Beispiel Schrauben der Festigkeitsklasse 10.9 feuerverzinkt und zur Anwendung gebracht (Abb.1).

2. Höherfeste Stahlwerkstoffe
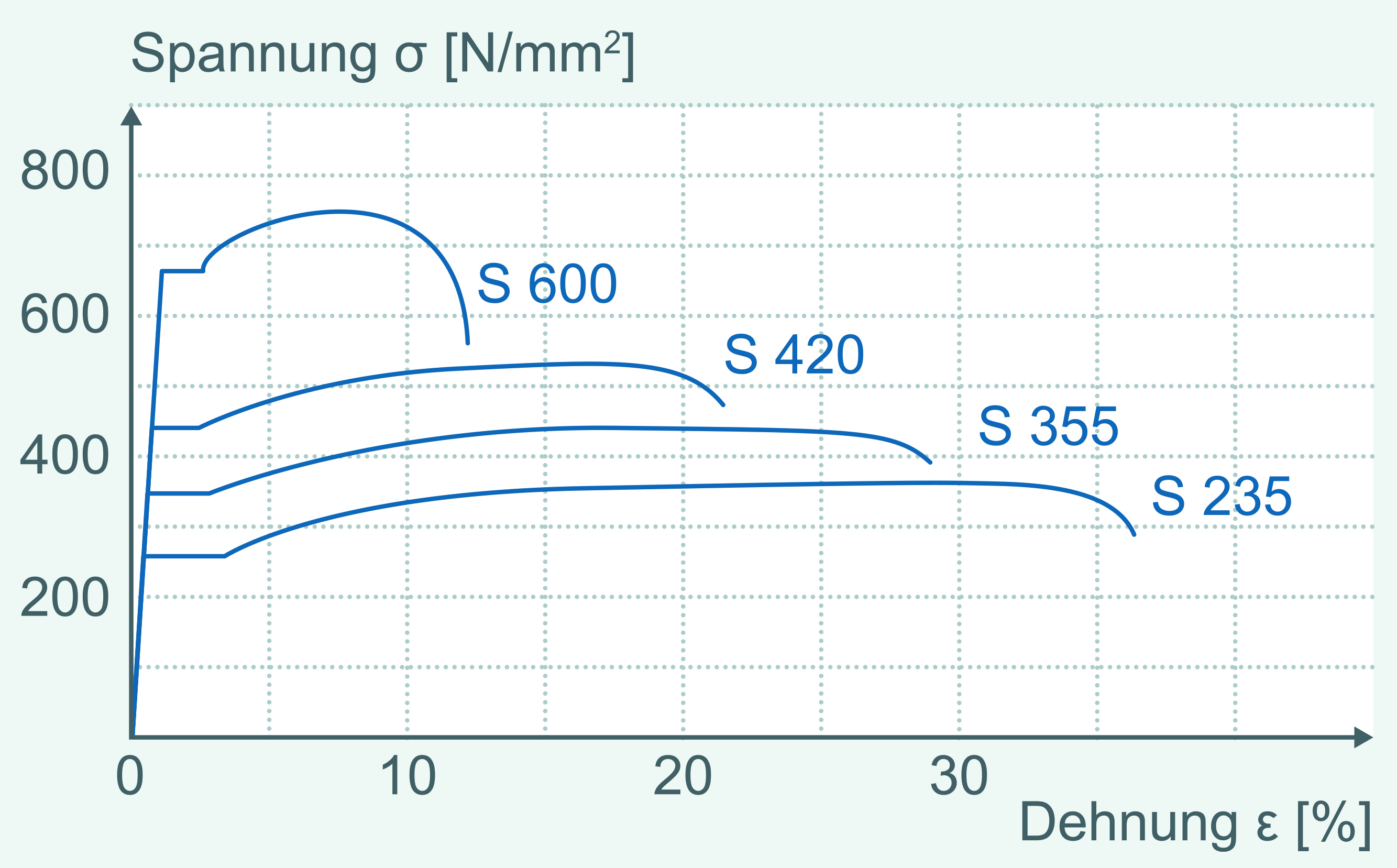
Ein höherfester Stahl hat gegenüber einem normalen üblichen Baustahl (z.B. S 235) eine deutlich geringere Dehnung (Abb. 2). Bei höherfesten Stählen können jedoch so hohe innere Spannungen auftreten, dass durch das Beizen und das Feuerverzinken die Rissbildungsgefahr im Stahlwerkstoff deutlich erhöht wird. Obwohl dieses Problem eher selten auftritt, sollten im Vorfeld von den Beteiligten alle beeinflussenden Parameter berücksichtigt werden.
3. Beeinflussende Parameter
Spannungen im Bauteil sollten bei der konstruktiven Gestaltung und der fertigungstechnischen Ausführung minimiert werden, um eine schadensfreie Feuerverzinkung zu ermöglichen. Dazu empfiehlt es sich, das Schweißen höherfester Werkstoffe zu minimieren und auf eine Kaltumformung zu verzichten. Auch sollte sich der Stahl ungehindert ausdehnen können. Ferner empfiehlt es sich die Steifigkeitssprünge zu minimieren, Kerben im Werkstoff zu entfernen und Aufhärtungen zu vermeiden. Besondere Aufmerksamkeit im Hinblick auf eine Versprödung der Stähle durch Wasserstoff, der beim Beizen aufgenommen werden kann, ist bei Stählen gegeben, wenn ihre Härte höher liegt als etwa 34 HRC, 340 HV oder 325 HB. In solchen Fällen müssen unter Umständen besondere Maßnahmen bei der Vorbereitung des Verzinkungsgutes (z.B. Strahlen der Oberflächen) oder beim Feuerverzinken selbst ergriffen werden.
Bei Bauteilen, die im Zuge der Fertigung mit erheblichen Spannungen beaufschlagt wurden, kann in Sonderfällen sogar ein Spanungsarmglühen der Bauteile vor dem Verzinken notwendig werden.Die Fertigung solcher höherfesten Bauteile stellen ganz besondere Anforderungen an den metallverarbeitenden Betrieb und an den zuständigen Schweißer. Für beide sind besondere und spezielle Qualifikationen bzw. Prüfungen notwendig. Höherfeste Stähle müssen für das Schweißen mitunter kontrolliert vorgewärmt und wieder abgekühlt werden. Solche Schweißnähte werden zudem nach der Fertigung vielfach geprüft. Werden höherfeste Werkstoffe feuerverzinkt, empfiehlt es sich nach dem Feuerverzinken, das Bauteil bzw. die kritischen Bereiche seitens des Herstellers auf mögliche Rissbildung zu untersuchen (Abb.3). Bei Serienartikeln (z.B. im Fahrzeugbau) empfiehlt es sich, eine werkseigene Produktionskontrolle aufzubauen, um die Eigenschaften der Konstruktion und des Werkstoffes sicherzustellen. Vergütete Bauteile können unter Umständen durch die Wärmeeinwirkung beim Feuerverzinken auch einen Teil der Festigkeit verlieren.
Der Aufwand des Kunden für das Feuerverzinken von höherfesten Werkstoffen ist nachvollziehbar größer und es wird je nach Fertigung und Konstruktion empfohlen, vorab eine Probeverzinkung mit anschließender Bauteilprüfung durchzuführen. Die Verwendung von höherfesten Werkstoffen für das Feuerverzinken stellt eine Besonderheit dar. Manchmal ist die Verwendung von Stählen mit niedrigeren Festigkeiten (S 235 – S 500) die bessere und wirtschaftlichere Variante. Die DASt-Richtlinie 022 (s. Arbeitsblatt Feuerverzinken F.4) ist zwar primär für das Bauwesen und für Stähle bis zu einer Streckgrenze 500 N /mm² anzuwenden, gibt aber grundsätzliche Hinweise, die auch hierfür verwendet werden können.

