DASt-Richtlinie 022 „Feuerverzinken von tragenden Stahlbauteilen“
Alle Informationen zur DASt-Richtlinie 022
Die überarbeitete DASt-Richtlinie 022
In Deutschland wurde im Dezember 2009 unter dem Titel „DASt-Richtlinie 022 – Feuerverzinken von tragenden Stahlbauteilen“ ein zusätzliches Regelwerk für den Stahlbau bauaufsichtlich eingeführt, das der Qualitätssicherung derartiger Bauteile dient. Ausschreiber, Planer, Konstrukteure und Fertigungsbetriebe müssen seit dieser Zeit die Richtlinie verbindlich berücksichtigen. Im Juni 2016 wurde eine Überarbeitung der Richtlinie veröffentlicht.
Änderungen und Vereinfachungen der überarbeiteten "DASt 022"
- Die DASt-Richtlinie 022 wurde an die Erfordernisse der EN 1090 angepasst. So ist die maximale Oberflächenhärte von Schnittflächen nun beispielsweise nach EN 1090 festzulegen.
- Im Bereich der Konstruktions- und Detailklassen wurde das Spektrum der verwendbaren Stahlwerkstoffe um den Werkstoff S500 erweitert. Die DASt-Richtlinie 022 gilt nun für S235, S275, S355, S420, S450, S460 und S500 nach DIN EN 10025 Teil 1 bis 4 sowie für vergleichbare Stähle nach DIN EN 10210 und DIN EN 10219. Zudem wurde die Anzahl der relevanten Details der Detailklassen verringert.
- Die alte DASt-Richtlinie 022 beschränkte den Kaltumformgrad vor dem Feuerverzinken auf kleiner als 2 Prozent. Diese Beschränkung wurde aufgehoben. Es sind nur noch die Mindestbiegeradien nach DIN EN 10025 und DIN EN 10219 in Abhängigkeit der eingesetzten Stahlsorte und Materialdicke zu beachten.
- Vereinfachende Überarbeitung der Grundsätze für konstruktive Gestaltung und Fertigung: Hervorzuheben ist hier, dass nun durch die Möglichkeit eines rechnerischen Nachweises für die kontrollierte Ausdehnung von Fachwerkkonstruktionen und Vierendeelträgern die Verfahrensprüfung für derartige Stahlbauteile entfallen kann. Die Verpflichtung zur Verfahrensprüfung entfällt zudem an schlaggeschnittenen Kanten untergeordneter Bauteile eines Tragwerkes, wie beispielsweise Fußplatten, Steifen oder Anschlussbleche.
- Das Feuerverzinken von tragenden Stahlbauteilen bei Temperaturen von 530 ˚C bis 620 ˚C ist nun ebenfalls möglich.
- Feuerverzinkereien, die gemäß DASt-Richtlinie 022 verzinken, können den Mindestflussmittelgehalt bei der Vorbehandlung zum Feuerverzinken auf 350 g/l reduzieren.
Aus Gründen der Nutzerfreundlichkeit ist die DASt-Richtlinie 022 weiterhin so aufgebaut, dass sie in der Praxis mit einfachen Tabellen bedient werden kann. Nur in seltenen Sonderfällen ist ein besonderer Nachweis erforderlich. Die Richtlinie ergänzt wie bisher die Norm DIN EN ISO 1461 „Durch Feuerverzinken auf Stahl aufgebrachte Zinküberzüge (Stückverzinken)“ und teilweise auch die Norm DIN EN ISO 14713 „Leitfäden und Empfehlungen zum Schutz von Eisen- und Stahlkonstruktionen vor Korrosion - Zinküberzüge“, die auch weiterhin Gültigkeit haben.
DASt 022 regelt Planung, Konstruktion, Fertigung und Feuerverzinken
In der Richtlinie werden übergreifend Aspekte der Planung, der Konstruktion, der Fertigung und der Feuerverzinkung von tragenden Stahlkonstruktionen beschrieben. Die Richtlinie diente und dient der Qualitätssicherung und definiert Anforderungen die der Sicherheitsrelevanz tragender Stahlbauteile gerecht werden.
Die DASt-Richtlinie 022 gilt für das Feuerverzinken von tragenden, vorgefertigten Stahlbauteilen, die entsprechend der Normenreihe DIN EN 1993 und DIN EN 1090 bemessen und gefertigt sind. Dies bedeutet, für alle zu feuerverzinkenden Stahl- und Metallbauteile, die nach diesen Normen geplant und hergestellt werden, muss die DASt-Richtlinie herangezogen werden. Hierzu gehören alle Konstruktionen für die ein Standsicherheitsnachweis erforderlich ist, d.h. schwere Stahlkonstruktionen, aber auch leichte Konstruktionen wie Treppen, Balkone, Geländer, Unterstände oder Carports – demnach alle tragenden Stahlkonstruktionen die im Bauwesen zur Anwendung kommen.
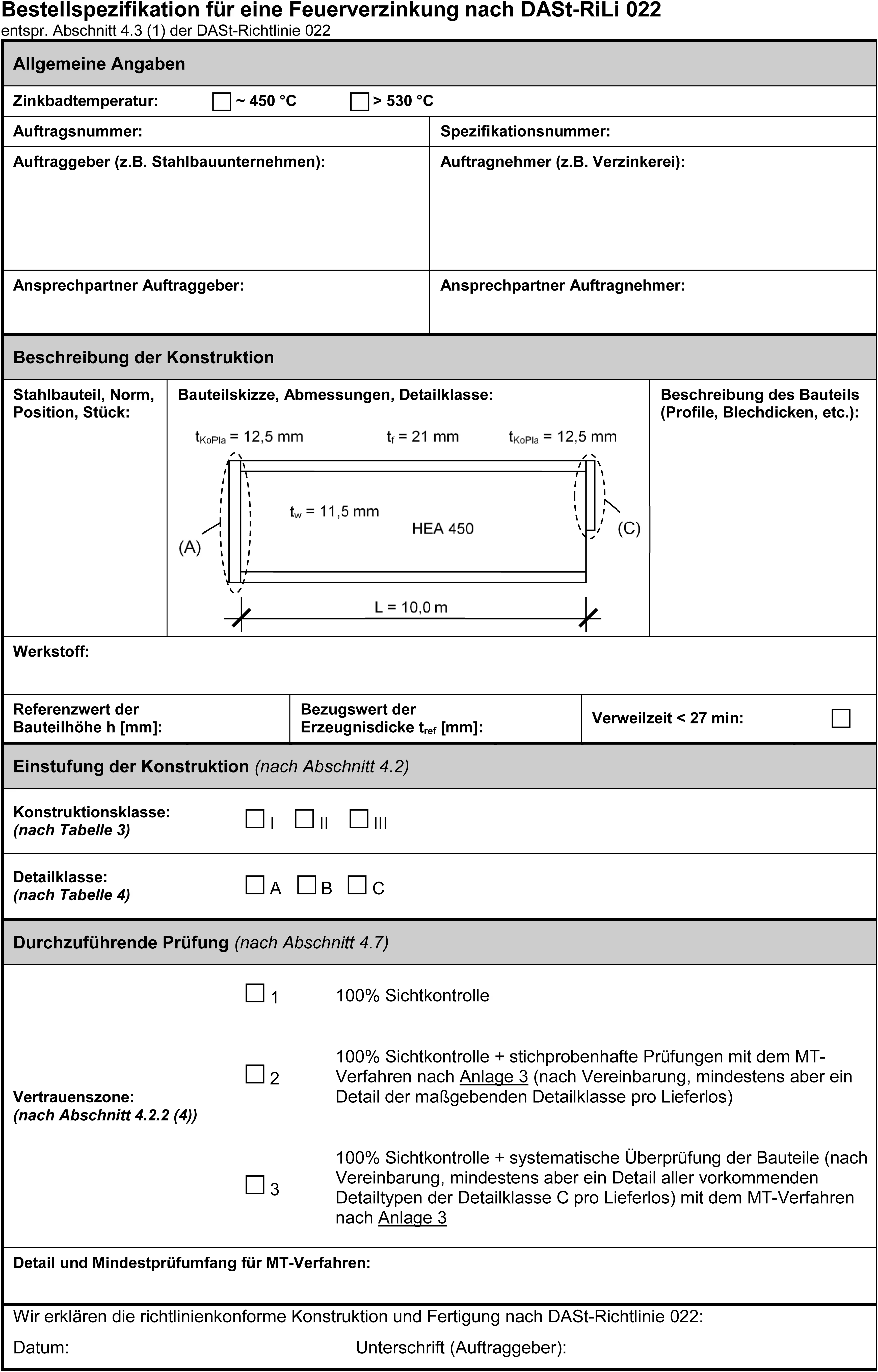
Seitens der planerischen Arbeiten ist ein vereinfachter Nachweis zu führen, um sicherzustellen, dass die Bauteile feuerverzinkbar sind. Dazu sind die Bauteile entsprechend tabellarischer Vorgaben zur Konstruktion und Fertigung zu planen. Im Rahmen der Planung nach dem vereinfachten Verfahren hat eine Klassifizierung der Stahlbauteile anhand von Werkstoffparametern und Konstruktionsdetails in eine von drei Vertrauensstufen zu erfolgen, aus denen sich dann der Prüfumfang nach dem Feuerverzinken ergibt. Diese für das nachfolgende Feuerverzinken relevanten Informationen sind nach Vorgabe der DASt-Richtlinie 022 verbindlich in einer Bestellspezifikation festzuhalten, die bei Auftragsvergabe der Feuerverzinkerei zu übermitteln ist. Mit der Bestellspezifikation dokumentiert der Fertigungsbetrieb die Einhaltung der technischen Vorgaben gemäß DASt-Richtlinie und falls notwendig, zusätzlich zu berücksichtigende Aspekte. Neben diesen planerischen und konstruktiven Anforderungen sind darüber hinaus im Zuge der Herstellung fertigungstechnische Aspekte zu beachten.
Anforderungen an das Feuerverzinken
Neben den Anforderungen für die Planung, Konstruktion und Fertigung der zum Feuerverzinken vorgesehenen Bauteile ergeben sich auch Anforderungen an den Feuerverzinkungsprozess und die Überprüfung der fertig verzinkten Bauteile. Die Prozessanforderungen zielen auf die Festlegung von maßgeblichen Prozessparametern hinsichtlich der Vorbehandlung als auch zum eigentlichen Verzinkungsprozess in der flüssigen Zinkschmelze ab. Die Prüfanforderungen legen eine generelle 100prozentige visuelle Kontrolle aller verzinkten Bauteile fest. Bei eventuell erforderlichen zusätzlichen zerstörungsfreien Bauteilprüfungen gemäß DASt-Richtlinie wie beispielsweise der Magnetpulverprüfung, werden diese durch eigenes, ausgebildetes Prüfpersonal in der Feuerverzinkerei oder durch Beauftragung eines externen Prüflabors durchgeführt. Die relevanten Prozessparameter des Feuerverzinkungsprozesses und die Ergebnisse der Prüfungen gilt es im Rahmen einer werkseigenen Produktionskontrolle zu erfassen und zu dokumentieren.
Für das Feuerverzinken im bauaufsichtlich geregelten Bereich wurde das Übereinstimmungsverfahren „ÜZ“ festgelegt. Feuerverzinkungsbetriebe, die tragende Stahlbauteile verzinken, müssen um den Anforderungen der DASt-Richtlinie gerecht zu werden ihre werkseigene Produktionskontrolle sowie den gesamten Prozess des Feuerverzinkens einer externen Überwachung unterziehen lassen. Nach erfolgter Prüfung erhält die Feuerverzinkerei ein Übereinstimmungszertifikat und bestätigt die Einhaltung der Vorgaben der DASt-Richtlinie 022 durch die Vergabe eines Ü-Zeichens auf dem Lieferschein der feuerverzinkten Stahlbauteile.
Fazit und Ausblick
Die DASt-Richtlinie 022 ist ein bewährtes Regelwerk zur Qualitätssicherung von tragenden, feuerverzinkten Bauprodukten Sie definiert Anforderungen an alle am Herstellungsprozess beteiligten Unternehmen – beginnend bei den Planern und Konstrukteuren, über die Fertigungsbetriebe des Metall- und Stahlbaus bis zu den Feuerverzinkungsunternehmen. Die DASt-Richtlinie ist für den einfachen, praktischen Einsatz konzipiert und gibt anhand von Tabellen und Schaubildern schnell ablesbare Anforderungen und Lösungen vor.
Mit der DASt-Richtlinie 022 wurde ein Regelwerk geschaffen, das der Sicherheitsrelevanz von tragenden, feuerverzinkten Stahlkonstruktionen gerecht wird. Die einzelnen Schritte des Herstellungsprozesses von zu feuerverzinkenden Bauteilen sind besser aufeinander abgestimmt, werden technisch exakt erfasst und gesteuert und unterliegen einer internen und externen Überwachung. Die überarbeitete DASt-Richtlinie schafft zahlreiche Vereinfachungen ohne das bisherige hohe Qualitätssicherungsniveau zu senken.
Verzinkereien erfüllen die Anforderungen
Im Hinblick auf das Feuerverzinken hat die seit 2014 gültige EN 1090 in Deutschland nur minimale Veränderungen erfordert. Denn für das Feuerverzinken von Stahlbauteilen wurde bereits im Jahre 2009 mit der DASt-Richtlinie 022 eine verbindliche technische Regel eingeführt, die seit dieser Zeit eine werkseigene Produktionskontrolle in Verbindung mit externer Überwachung und Zertifizierung vorschreibt.
Das seit 2009 etablierte System versetzt nach DASt-Richtlinie 022 zertifizierte Feuerverzinkereien in die Lage ihrem Auftraggeber die Übereinstimmung der erbrachten Leistung mit den allgemein anerkannten Regeln der Technik nachzuweisen. Dies dokumentieren die Unternehmen mit dem Ü-Zeichen nach DASt-Richtlinie. DASt 022 zertifizierte Feuerverzinkereien erfüllen somit auch die Anforderungen an den Korrosionsschutz nach EN 1090. Hersteller tragender Stahlbauteile werden bei Auswahl und Beauftragung von nach DASt-022 zertifizierten Feuerverzinkereien hinsichtlich des Korrosionsschutzes dem neuen europäischen Stahlbauregelwerk EN 1090 gerecht. Eine zusätzliche Zertifizierung von Feuerverzinkereien nach EN 1090-1 ist auf freiwilliger Basis grundsätzlich möglich, aber nicht verbindlich erforderlich um den Anforderungen der EN 1090-1 zu entsprechen. Dies kann immer dann der Fall sein, wenn der Auftraggeber über die gesetzlichen Bestimmungen hinausgehende Anforderungen stellt.
DASt-Richtlinie 022 für Architekten und Ingenieure
Wer als Architekt oder Ingenieur tragende Stahlbauteile ausschreibt und die Ausführungs- und Detailplanung bzw. die Fertigungs- und Stahlbauplanung planenden Ingenieuren oder dem Stahl- und Metallbauer überlässt, muss nur seine Ausschreibungstexte hinsichtlich der Feuerverzinkung aktualisieren. Es empfiehlt sich den folgenden Satz in den Ausschreibungstexten zu ergänzen: „Für tragende feuerverzinkte Metall- und Stahlbauteile im bauaufsichtlich geregelten Bereich ist die DASt-Richtlinie 022 'Feuerverzinken von tragenden Stahlbauteilen' zusätzlich anzuwenden.“
Architekten und Ingenieure, die zudem die Ausführungsplanung und/oder die Detailplanung, beziehungsweise die Fertigungs- und/oder Stahlbauplanung, für tragende Stahlbauteile übernehmen, müssen bereits bei der Planung die Inhalte der DASt-Richtlinie 022 berücksichtigen.
Generell ist es sinnvoll bereits auf den Plänen den Hinweis „Konstruktive Gestaltung und Fertigung der Bauteile nach DASt 022" zu vermerken.
DASt-Richtlinie 022 für Stahl- und Metallbauunternehmen und Schlossereien
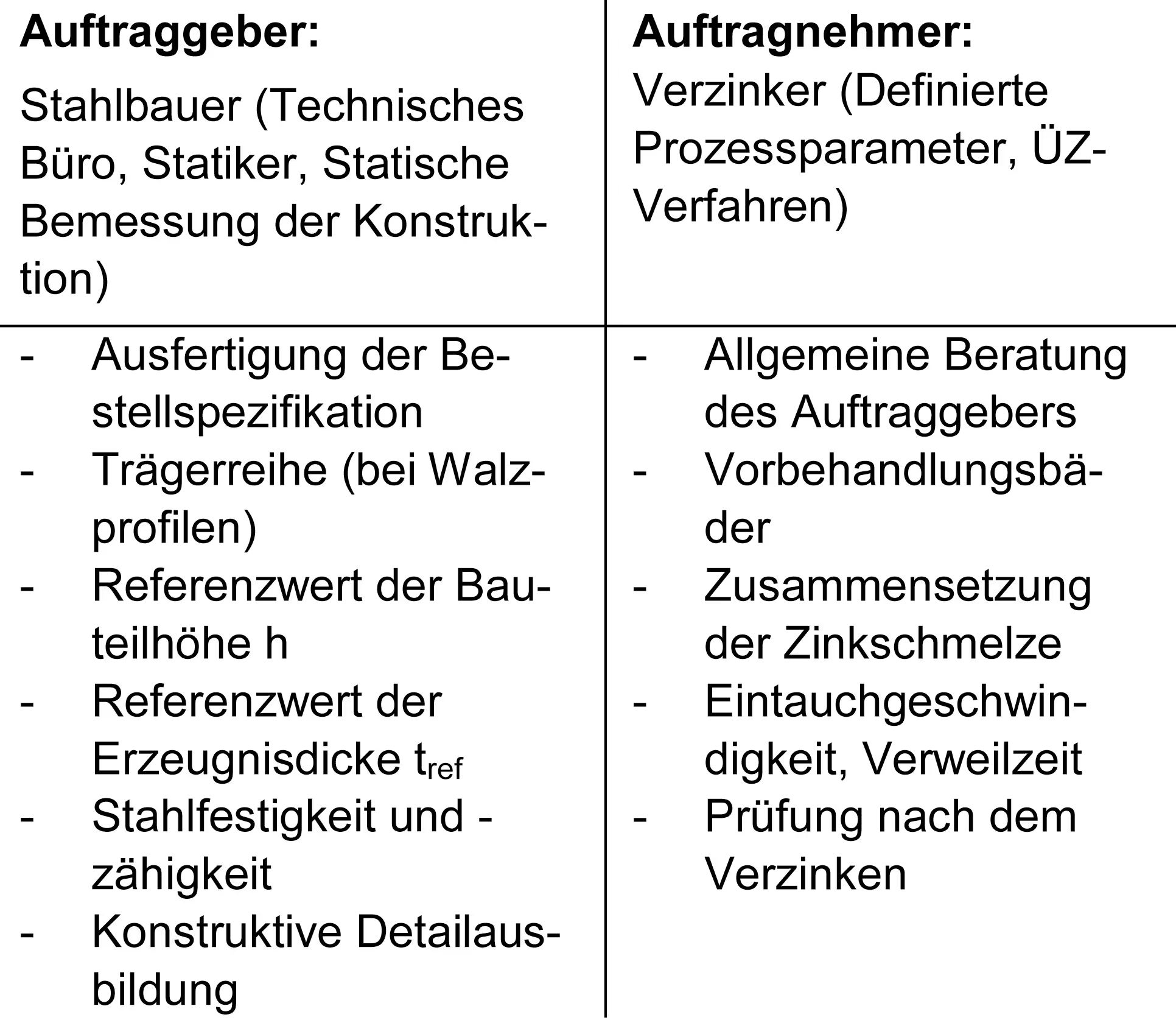
Stahl- und Metallbauunternehmen und Schlossereien müssen die DASt-Richtlinie 022 bei der Planung, Konstruktion und Fertigung von tragenden Stahlbauteilen berücksichtigen. Insbesondere sind die Zuständigkeiten gemäß der untenstehenden Tabelle 1 der DASt-Richtlinie 022 zu beachten sowie die Lieferbedingungen für Stahlbauteile an den Verzinkerbetrieb gemäß DASt-Richtlinie 022.
Für die große Mehrheit der Konstruktionen ändert sich durch die DASt-Richtlinie nichts. Lediglich der Dokumentationsaufwand bei der Bestellung ist etwas größer. Die DASt-Richtlinie ist nämlich für den einfachen Einsatz konzipiert und gibt anhand von Tabellen schnell ablesbare Anforderungen und Lösungen vor. Deshalb stellt Sie in der Praxis keine Hürde da.
Das vereinfachte Nachweisverfahren gemäß DASt 022
Bis auf wenige Ausnahmen kann die große Mehrheit aller zu verzinkenden Stahlteile dem vereinfachten Nachweisverfahren zugeordnet werden. Die DASt-Richtlinie regelt hier klare Zuständigkeiten:
So hat der Auftraggeber die Bestellspezifikation auszufertigen. Dies kann beispielsweise der Planer, der Stahl- und Metallbauer oder der Schlosser sein. Was auf den ersten Blick kompliziert erscheint, ist in Wirklichkeit kein echtes Problem, wenn man schrittweise vorgeht:
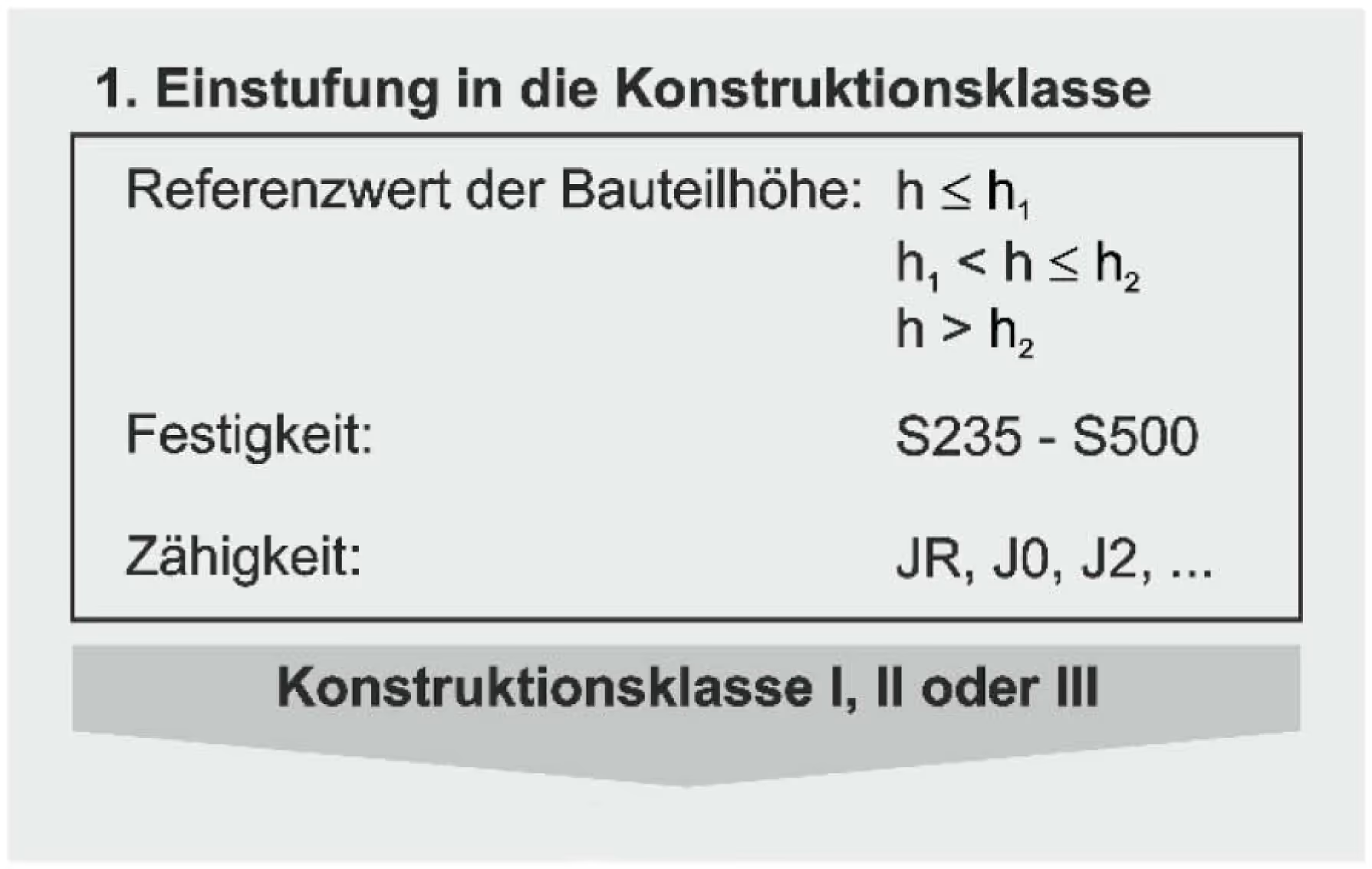
1. Schritt: Einstufung in die Konstruktionsklasse
Es werden drei Konstruktionsklassen unterschieden, die mittels der folgenden Bauteil-, bzw. Werkstoffparameter leicht bestimmt werden können
- Referenzwert der Bauteilhöhe (z. B. Trägerhöhe oder Profildurchmesser bzw. -abmessung)
- Stahlgüte (z. B. S235, S275, S355, S460, S500)
- Stahlzähigkeit (z. B. J0, JR oder J2)
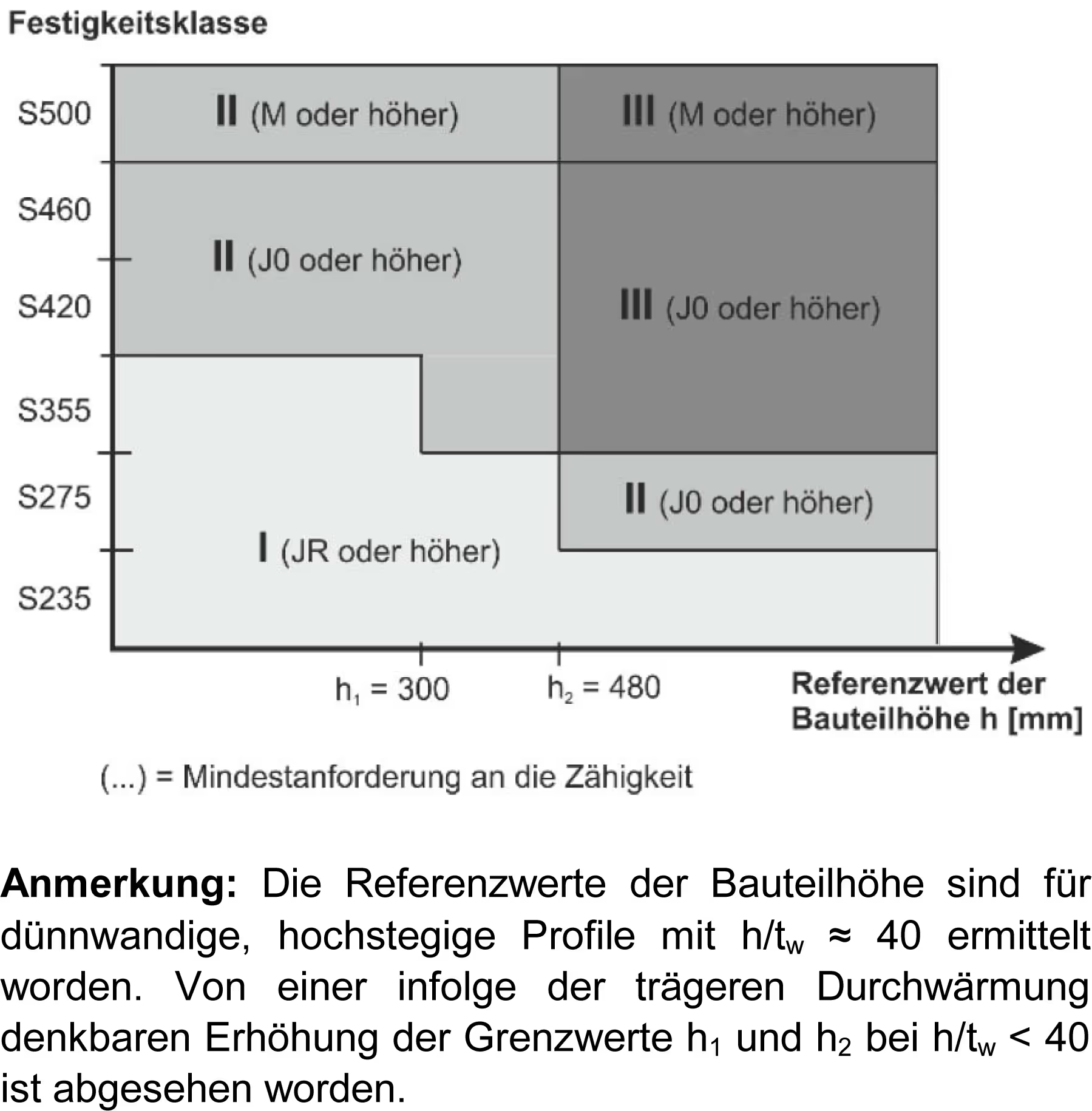
In der Tabelle kann dann auf Basis dieser Daten die Konstruktionsklasse – I, II oder III – einfach abgelesen werden.
Beispiel: Ein Träger für ein Carport aus S275-Stahl mit einer Höhe von 100 Millimetern und einer JR-Zähigkeit wird in die Konstruktionsklasse I eingeordnet.
2. Schritt: Einstufung in die Detailklasse
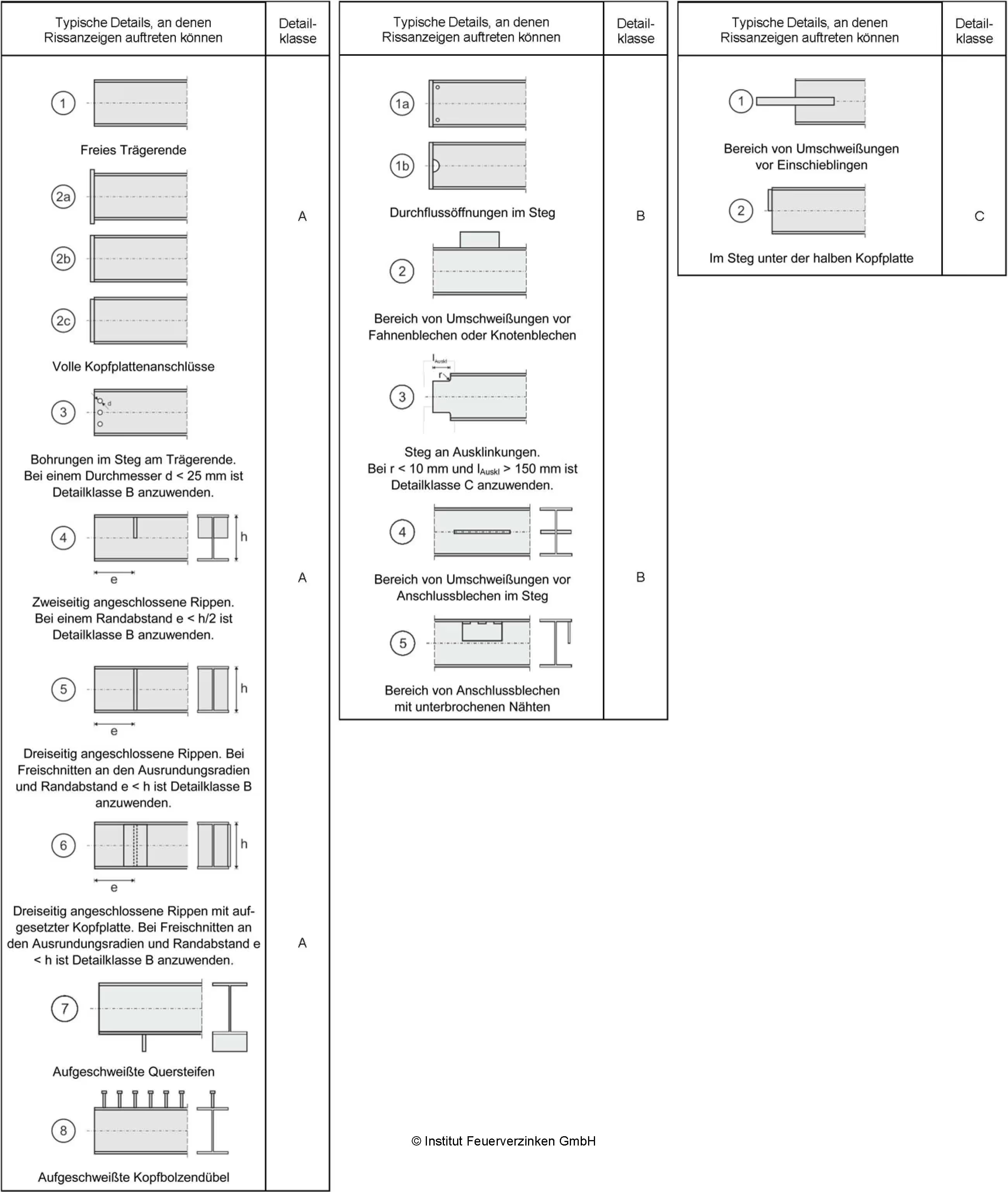
Hier ist die Detailausbildung zu betrachten: Typische Details wie Kopfplatten, Bohrungen am Profilende oder Ausklinkungen sind in Tabelle 4 dargestellt. Den jeweiligen Details ist eine von drei Detailklassen – A, B oder C – zugeordnet. Beispielsweise gehören volle Kopfplattenanschlüsse in die Detailklasse A.
Beispiel: Unser Carport-Träger besitzt volle Kopfplatten und Durchflussöffnungen im Steg. Die volle Kopfplatte gehört in Detailklasse A, die Durchflussöffnungen im Steg sind < 25mm in die Detailklasse B. Da bei Bauteilen mit mehreren Details in unterschiedlicher Detailklassen die ungünstigste Detailklasse zu verwenden ist, fällt unser Carport-Träger in die Detailklasse B.
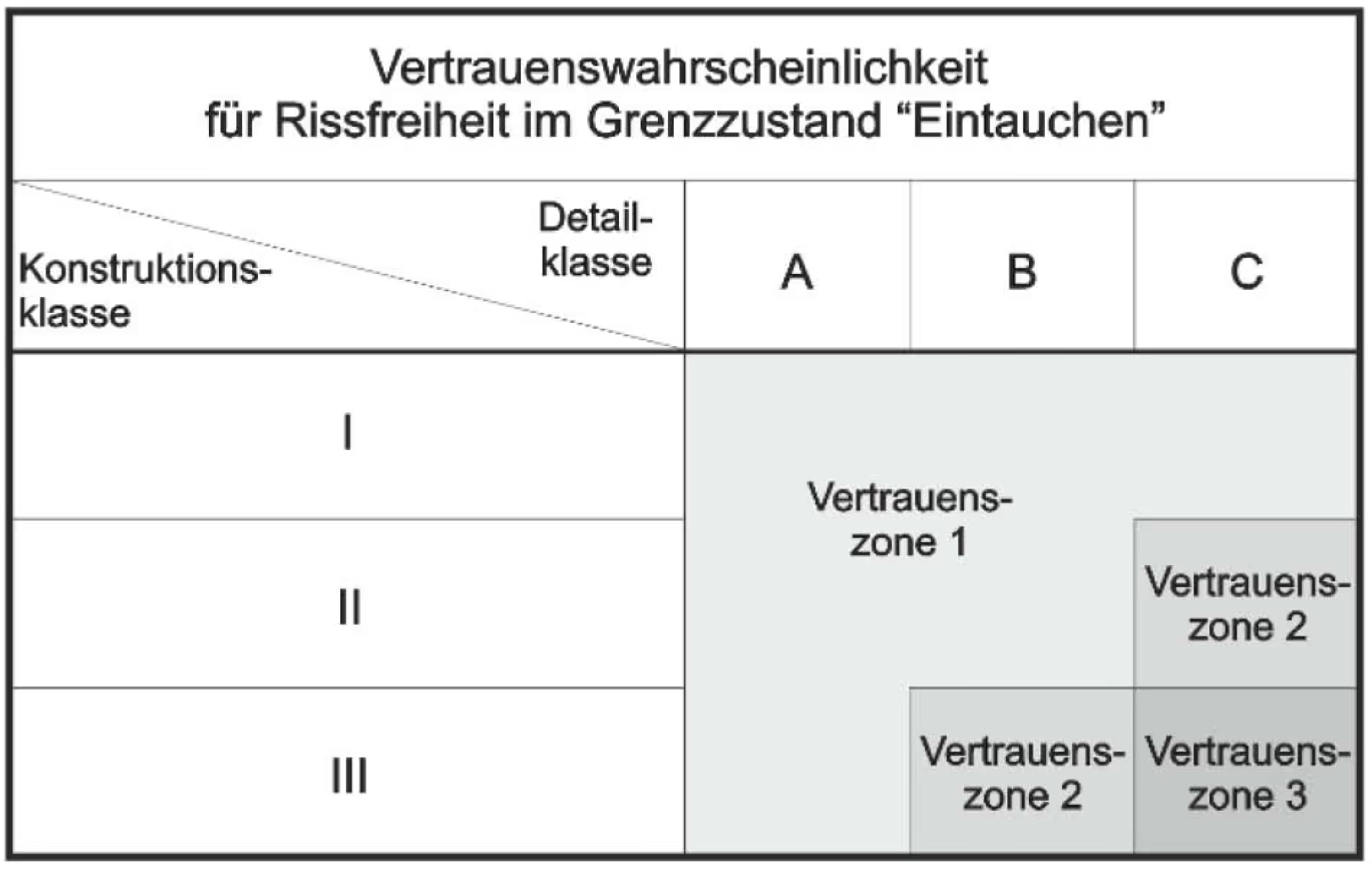
3. Schritt: Bestimmung der Vertrauenszone
In Schritt 1 wurde die Konstruktionsklasse ermittelt und in Schritt 2 die Detailklasse. Aus diesen Angaben kann man mittels nebenstehender Tabelle die Vertrauenszone bestimmen.
Beispiel: Unser Carport-Träger mit der Konstruktionsklasse I und der Detailklasse B fällt in die Vertrauenszone 1.
Anhand dieser Informationen ist eindeutig festgelegt, welche Prüfungen am Bauteil nach dem Verzinken zu erfolgen haben:
- Vertrauenszone 1: Sichtkontrolle
- Vertrauenszone 2: Sichtkontrolle plus stichprobenhafte Magnetpulverprüfung (MT-Prüfung)
- Vertrauenszone 3: Sichtkontrolle plus systematische MT-Prüfung
Die Sichtkontrolle erfolgt unmittelbar nach dem Verzinkungsprozess. Der Auftrag für die MT-Prüfung erfolgt durch den Auftraggeber, beispielsweise durch Angabe der Vertrauenszone auf der Bestellspezifikation. Die Feuerverzinkerei ist für eine ordnungsgemäße Durchführung der MT-Prüfung verantwortlich und kann diese selbst mit ausgebildetem Prüfpersonal durchführen oder an externes Prüfpersonal (z.B. SLV'en) vergeben.
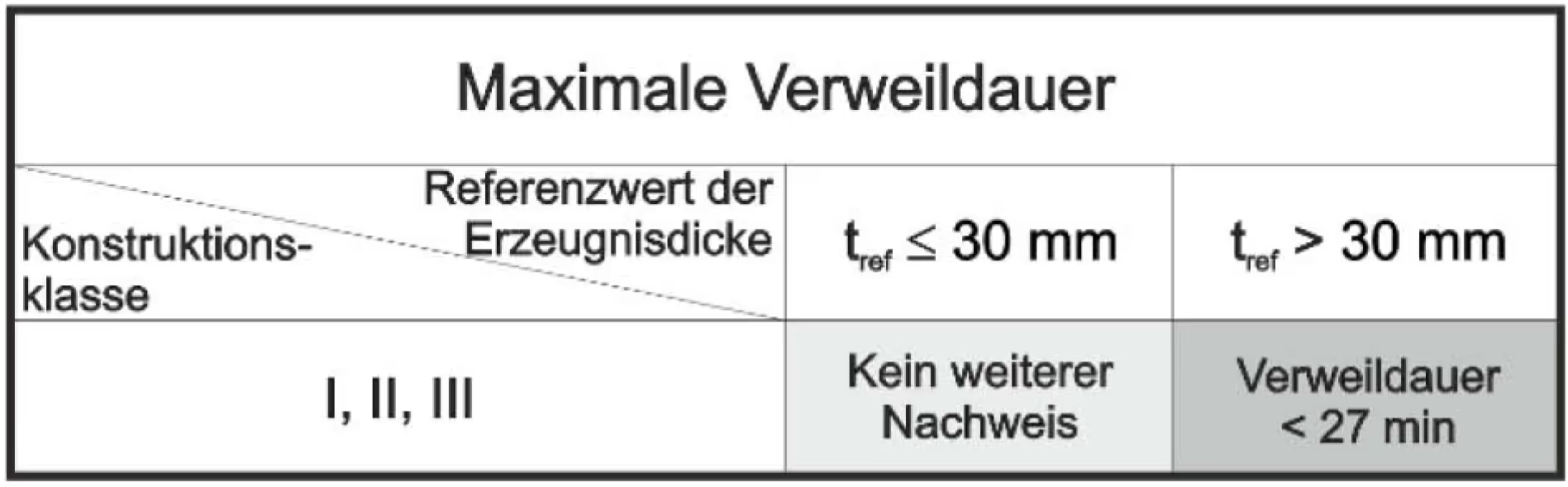
4. Schritt: Nachweis Verweilzeit im Zinkbad
Der Referenzwert der Erzeugnisdicke ist zu bestimmen: Der Referenzwert der Erzeugnisdicke ist die maßgebliche Materialdicke, die sich über die gesamte Länge des Bauteils erstreckt. Für Walz- und Schweißprofile ist dies beispielsweise die größte Flanschdicke des jeweiligen Profils.
Für Werte kleiner gleich 30 mm ergeben sich keine zusätzlichen Anforderungen. Dies wird das Gros der eingesetzten Materialien betreffen. Für Werte oberhalb 30 mm ist die Verweilzeit beim Verzinken auf kleiner als 27 Minuten in der Bestellspezifikation zu begrenzen. Derartig lange Tauchzeiten werden nur in seltenen Ausnahmefällen erreicht, so dass diese Beschränkung in der Praxis kein Problem darstellt.
Beispiel: Unser Carport-Träger hat eine Flanschdicke von 12 Millimetern und liegt damit deutlich unter dem Grenzwert von 30 Millimetern. Aus Schritt 1 wissen wir, dass der Träger in die Konstruktionsklasse I gehört. Demzufolge ist für unseren Carport-Träger „kein weiterer Nachweis“ hinsichtlich einer maximalen Verweilzeit im Zinkbad notwendig.
5. Schritt: Ausfertigung der Bestellspezifikation
In die Bestellspezifikation müssen nur noch die Angaben bzw. Ergebnisse aus den Schritten 1-4 eingetragen werden. Die Übermittlung dieser Informationen an die Feuerverzinkerei kann auch in anderer Art und Weise erfolgen, die Richtlinie gibt lediglich ein Muster dafür vor.
Fazit
In nur fünf kleinen Schritten ist das einfache Nachweisverfahren durchlaufen und die Bestellspezifikation für den Verzinkungsauftrag erstellt.
Konstruktive Gestaltung und Fertigung von tragenden Stahlbauteilen gemäß DASt 022
Die Voraussetzung für ein gutes Verzinkungsergebnis ist die feuerverzinkungsgerechte Konstruktion von Stahlbauteilen. Neben den klassischen Anforderungen, die es zu berücksichtigen gilt, definiert die DASt-Richtlinie 022 ergänzende Anforderungen. Die wichtigsten sind:
- Bei der Planung von feuerverzinkten Stahlkonstruktionen sind DIN EN ISO 1461, DIN EN ISO 14713 und die DASt-Richtlinie 022, insbesondere Tabelle 7 zu berücksichtigen.
- Bei Stahlbestellungen muss der Hinweis erfolgen, dass der verwendete Stahl den Anforderungen der DASt-Richtlinie 022 entspricht. Die Stahlprodukte müssen frei von rissähnlichen Fehlern der Oberflächen sein: für Bleche gemäß DIN EN 10163-2 Klasse A, Untergruppe 2; für Langprodukte gemäß DIN EN 10163-3 Klasse C, Untergruppe 1. Der Stahl soll eine Mindest-Bruchzähigkeit nach DIN EN 1993-1-10, Abschnitt 2 besitzen, wenn er geschweißt wird.
- Für bearbeitete Flächen, z.B. durch thermisches Trennen, ist die Oberflächenrauigkeit nach DIN EN ISO 9013 und DIN EN 1090 zu spezifizieren.
- Anbringen von fachgerechten Freischnitten, Durchflussöffnungen und Entlüftungsbohrungen an Hohlbauteilen und Schotten bzw. Aussteifungsblechen (s. Arbeitsblatt Feuerverzinken C.3)
- Berücksichtigung des max. Verhältnisses der Werkstoffdicken an Schweißverbindungen bis zu tmax / tmin ≤ 5,0
- Vermeidung von Überlappungsflächen, bzw. Maßnahmen an Überlappungen durch fachgerechte Entlastungsbohrungen und/oder Schweißnahtunterbrechungen in Abhängigkeit von der Überlappungsfläche.
- Kaltumformung während der Fertigung nach den anerkannten Regeln der Technik: Es sind die Mindestbiegeradien nach DIN EN 10025 und DIN EN 10219 in Abhängigkeit von der eingesetzten Stahlsorte und Materialdicke zu berücksichtigen.
- Bei geschweißten Fachwerken und Vierendeelträgern kann deren Eignung zur Verzinkung durch Berechnung gemäß DASt 022 nachgewiesen werden. Alternativ kann dies über eine Verfahrensprüfung erbracht werden. Ebenfalls ist die Zerlegung in einzelne Gurte und Füllstäbe möglich.
- Für Schnittflächen ist die maximale Oberflächenhärte nach DIN EN 1090 festzulegen.
- Die Ausführung von schlaggeschnittenen Kanten erfordert eine Verfahrensprüfung. Dies gilt nicht für untergeordnete Bauteile wie beispielsweise Fußplatten, Steifen oder Anschlussbleche.
Weitere Informationen und Details zur konstruktiven Gestaltung und Fertigung können der DASt-Richtlinie 022 und der dazugehörigen Erläuterung entnommen werden.